
「ウイスキーに興味はあるけど、種類が多すぎて何から覚えればいいかわからない」
そんな初心者の方にまず知っておいてほしいのが「世界5大ウイスキー」という考え方です。
世界中で造られるウイスキーのうち、歴史・文化・国際的なブランド力を兼ね備えた代表的な産地が5つあります。
- スコッチウイスキー(Scotch Whisky)
- アイリッシュウイスキー(Irish Whiskey)
- アメリカンウイスキー(American Whiskey)
- カナディアンウイスキー(Canadian Whisky)
- ジャパニーズウイスキー(Japanese Whisky)
この5産地を知っておくと、ウイスキーを選ぶ・飲む・人に語るときの「地図」として使えるようになります。この記事では各産地の歴史・法律による定義・製造方法・味わいの特徴・代表銘柄を、初心者の方でもわかるように丁寧に解説します。
また、日本のみ他の4産地と異なり法的定義が存在しないという重要な事実と、現在進行中の法整備の動きについても詳しく説明します。
- 「世界5大ウイスキー」とは何か――その成り立ちと意味
- ウイスキーの基本的な造り方|産地ごとの違いを理解するために
- 5大ウイスキーとは?|スコッチウイスキー(Scotch Whisky)
- 5大ウイスキーとは?|アイリッシュウイスキー(Irish Whiskey)
- 5大ウイスキーとは?|アメリカンウイスキー(American Whiskey)
- 5大ウイスキーとは?|カナディアンウイスキー(Canadian Whisky)
- 5大ウイスキーとは?|ジャパニーズウイスキー(Japanese Whisky)
- 歴史|スコッチへの憧れから始まり、世界最高峰へと成長したジャパニーズウイスキー
- 5大ウイスキーを知ると「飲み方」も変わる
- まとめ|5大ウイスキーを理解する3つの視点
「世界5大ウイスキー」とは何か――その成り立ちと意味

特定機関が認定した称号ではない
まず「世界5大ウイスキー」についてですが、実は、国際機関や政府が公式に認定した称号ではありません。ウイスキーの生産国として歴史的・文化的・商業的な実績を持つ5つの国を総称した、業界・愛好家の間で定着した呼び方です。
なぜこの5つなのか、と疑問に思う方もいるでしょう。答えは「物量ではなく、歴史・法律・ブランド力の積み重ね」にあります。
実際の世界のウイスキー市場を販売量ベースで見ると、インド産ウイスキー(インディアンウイスキー)が圧倒的なシェアを誇っています。しかし、それにもかかわらずインドが一般的に「5大ウイスキー」に数えられないのには理由があります。
その背景には、スコッチやバーボンのように国際的に認知された厳格な品質基準や法的定義が十分に確立されていないこと、そして長い歴史の中で築かれてきたブランド力や文化的な評価が、まだ主要産地ほど浸透していないことが挙げられます。
つまり、ウイスキーの世界では単純な生産量や販売量だけでなく、「どのような原料・製法で造られ、品質が保証されているのか」という点が重要視されているのです。
5大ウイスキーの共通点
「5大ウイスキー」と呼ばれるスコッチ、アイリッシュ、アメリカン、カナディアン、ジャパニーズには、いくつかの共通点があります。
まず、いずれも数百年、あるいは100年以上にわたる長い歴史を持ち、それぞれの国や地域で独自のウイスキー文化を築いてきました。また、気候や水質、使用する穀物など、その土地ならではの自然環境が酒質に反映されていることも大きな特徴です。
さらに、世界的に高い知名度を誇るブランドや代表銘柄が存在し、多くの愛好家から支持を集めています。加えて、ウイスキーの製造方法や表示に関するルールが整備されており、品質や個性が守られています。
なお、日本には現在のところ法的な定義はありませんが、日本洋酒酒造組合の自主基準が設けられており、その製法や考え方はスコッチウイスキーの伝統を色濃く受け継いでいます。
こうした共通点を踏まえながら各産地を見比べると、それぞれが持つ個性や魅力、そして味わいの違いがより鮮明に見えてくるでしょう。
ウイスキーの基本的な造り方|産地ごとの違いを理解するために

5大ウイスキーの違いを理解するうえで、ウイスキーがどのように造られるかを最初に把握しておくと、各産地の解説がより深く理解できます。
ウイスキー製造の基本5工程
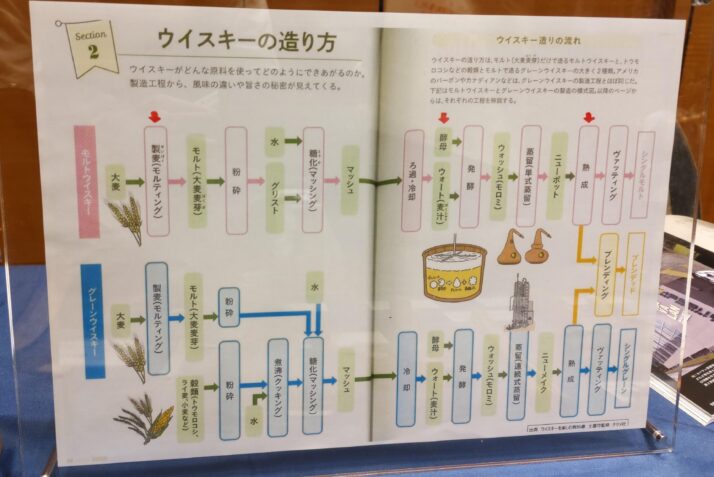
どの産地のウイスキーも、基本的には以下の流れで造られます。
- 原料の準備:大麦、トウモロコシ、ライ麦などの穀物を原料にする
- 糖化(マッシング):穀物を粉砕し、温水と混ぜてデンプンを糖に変える。これにより甘い液体(麦汁)ができる
- 発酵:麦汁に酵母を加え、糖をアルコールに変える。約3〜5日で「ウォッシュ」と呼ばれる低アルコール(約8〜10%)の発酵液ができる
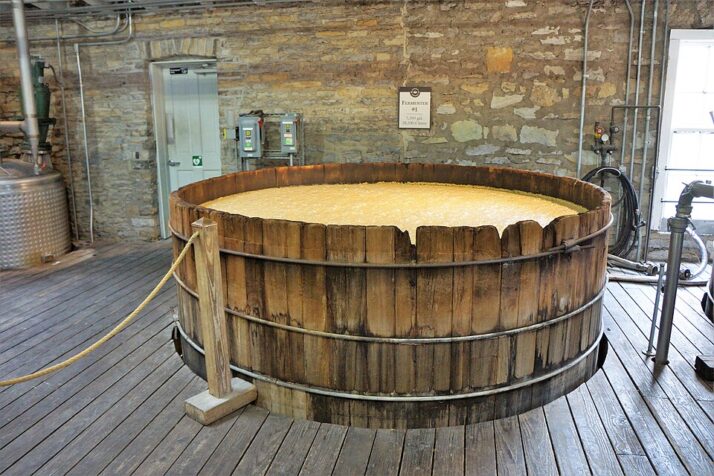
- 蒸留:ウォッシュを蒸留器で加熱し、アルコール分を凝縮する。「ポットスチル」はモルトウイスキー、「コラムスチル」はグレーンウイスキー造りに使用。サイズや形状により、蒸留所ごとの個性が生まれる。
- 熟成:木製の樽に詰め、年月をかけて熟成させる。樽の素材・大きさ・気候などが、味わいに大きく影響する
ポットスチルとコラムスチルの違い

この2種類の蒸留器の違いが、各産地の風味を理解する鍵のひとつです。
ポットスチル(単式蒸留器):銅製の大きなやかんのような蒸留器です。バッチ(1回ずつ)で蒸留するため、穀物由来の豊かな風味成分が残りやすく、個性的で複雑な味わいのウイスキーが生まれます。スコッチのシングルモルトやアイリッシュのシングルポットスチルなどに使われます。
コラムスチル(連続式蒸留器):連続的に大量の原料を処理できる近代的な蒸留器です。高純度のアルコールが得られ、軽くクセのないスタイルのウイスキー(グレーンウイスキー)に向いています。
5大ウイスキーとは?|スコッチウイスキー(Scotch Whisky)

歴史|ウイスキーの原点はスコットランドにある
スコッチウイスキーは、ウイスキーの世界において最も長い公式記録を持つ産地です。
文献上の最古の記録は1495年(財務府記録の巻号は1494〜95年分)です。スコットランドの財務府記録(Exchequer Rolls)に「フライアー・ジョン・コー(Friar John Cor)に麦芽8ボルを与え、アクアヴィテ(aqua vitae=”命の水”の意)を造らせた」という記述があり、これがスコッチの起源として広く知られています。
なお業界慣例では「1494年」と表記するケースも多く見られますが、記録の実際の日付に基づけば1495年6月1日とする説が正確です。
もっとも、この時点ですでに蒸留は確立した技術であったと考えられており、実際の起源はさらに遡る可能性があります。中世のアイルランドやスコットランドの修道士が医療目的で蒸留技術を発展させ、後に一般に普及していったという流れが有力です。
時代が下り、18世紀になると英国政府が蒸留に高い税を課したことで、スコットランドでは大量の「密造蒸留業者」が生まれました。しかし1823年の物品税法(Excise Act)の改正で税率が適正化され、合法蒸留業者が急増。これがスコッチウイスキー産業の本格的な発展の始まりです。
19世紀後半には連続式蒸留器の普及とブレンデッドスコッチ(複数の蒸留所のウイスキーをブレンドしたもの)の誕生により、スコッチは世界市場に進出。アイリッシュウイスキーが衰退していく中で、スコッチが世界のウイスキーの代名詞となっていきました。
法的定義|英国法で厳格に守られた産地

スコッチウイスキーは英国の法律によって厳密に定義・保護されています。現在有効な法律は2009年に制定されたスコッチウイスキー規制(Scotch Whisky Regulations 2009)です。
スコッチウイスキーには以下の要件が必要となります。
- 産地:スコットランド国内の蒸留所で製造されること
- 原材料:水と麦芽(malted barley)を必ず使用し、他の穀物を加えても良い
- 蒸留:94.8%vol. 未満(穀物の風味が保たれる水準)
- 熟成:スコットランド国内にて、700リットル以下のオーク樽で最低3年以上熟成させること
- 瓶詰め度数:最低40%vol. 以上
さらに、スコッチは地理的表示(Geographical Indication)として英国・EUで法的に保護されています。「Scotch Whisky」という名称はスコットランドで正規に製造されたものにしか使えません。
これらの基準は、スコッチウイスキー協会(Scotch Whisky Association)が全世界で法律違反を監視・取り締まっています。
5つのカテゴリーを覚えよう

スコッチウイスキー規制2009年では、スコッチが5つのカテゴリーに分類されています。ラベルを見るときに知っておくと便利です。
| カテゴリー | 内容 | 代表銘柄例 |
| シングルモルト | 1蒸留所で麦芽だけを使い、ポットスチルで製造 | グレンリベット、マッカラン |
| シングルグレーン | 1蒸留所で麦芽以外の穀物も使用して製造 | ロッホローモンド グレーン |
| ブレンデッドモルト | 複数蒸留所のシングルモルトをブレンド | マンキーショルダー |
| ブレンデッドグレーン | 複数蒸留所のシングルグレーンをブレンド | 特になし |
| ブレンデッドスコッチ | シングルモルト+シングルグレーンをブレンド | ジョニーウォーカー、バランタイン |
世界に流通するスコッチの約90%がブレンデッドスコッチウイスキーです。具体的な銘柄でいえば、「ジョニーウォーカー」「シーバスリーガル」「バランタイン」などがこれにあたります。
産地(地域)の個性|スコットランドを5つに分けて理解する

スコッチの法律では、スコットランドを5つの産地(region)に分類しています。産地によって味わいの傾向が異なるため、覚えておくとウイスキー選びに役立ちます。
スペイサイド(Speyside)
スコットランド北部、スペイ川流域。世界で最もウイスキー蒸留所が密集した地域で、グレンリベット(The Glenlivet)、グレンフィディック(Glenfiddich)、ザ・マッカラン(The Macallan)など著名銘柄が揃います。リンゴ・洋梨・ハチミツ・バニラのような甘くフルーティな香りが特徴で、ピートの使用は控えめです。
ハイランド(Highland)
スコットランド最大の産地で、多様なスタイルを生み出します。ヘザー(ヒース)の蜂蜜、豊かなフルーツ、わずかなスモーキーさが典型的な味わいです。沿岸部の蒸留所ではほんのりとした塩気も感じられます。
アイラ(Islay)
スコットランド西部の島。ウイスキー好きの間では「ピートの島」として有名で、強烈なスモーキーフレーバーで知られます。ラフロイグ(Laphroaig)、アードベッグ(Ardbeg)、ボウモア(Bowmore)などがここで造られます。
なぜアイラのウイスキーはスモーキーなのか?スコッチ製造では、発芽させた大麦(麦芽)を乾燥させる工程(キルニング)で「ピート(peat/泥炭)」を燃料として使うことがあります。
ピートとは、何千年もかけて湿原に堆積・圧縮された植物の残骸(苔・草など)で、これを燃やすと独特のスモーキーな煙が出ます。アイラ島は島の4分の1がピート層に覆われており、海藻を多く含んだピートが強烈でヨード臭を伴うアイラ独特の風味を生み出します。
ローランド(Lowland)
スコットランド南部。軽くなめらかで、ピートを使わないスタイルが多いです。近年クラフト蒸留所が急増中です。
キャンベルタウン(Campbeltown)
スコットランド西南部の小さな半島の町。かつて数十もの蒸留所があった「ウイスキーの都」でしたが、現在は数カ所のみ稼働します。塩気・スモーク・フルーツ・バニラが複雑に混ざった独自のキャラクターがあります。
その他(アイランズ Islands)※法的区分はハイランド
スコットランド本土を取り囲む島々(アイラ島を除く)の総称で、オークニー諸島、スカイ島、マル島、アラン島、ジュラ島などが含まれます。代表的な蒸留所には、ハイランドパーク(Highland Park)、タリスカー(Talisker)、アラン(Arran)、ジュラ(Jura)、トバモリー(Tobermory)などがあります。
アイランズモルトの特徴は、地域全体で統一された酒質が存在しないことです。潮風の影響を受けたほのかな塩気やミネラル感を共通点として持ちながらも、蒸留所ごとに個性が大きく異なります。例えば、タリスカーは黒胡椒を思わせるスパイシーさと力強いスモーク、ハイランドパークは蜂蜜の甘さと穏やかなピート香、アランはフルーティで華やかな酒質が特徴です。
現在のスコッチウイスキーの法的区分に「アイランズ(Islands)」という地域は存在しません。スコッチウイスキー規則では、アイラ島を除く島嶼部の蒸留所は「ハイランド」の一部として扱われています。
味わいと香りの全体像

スコッチウイスキーは「スモーキーなウイスキー」というイメージを持たれることが多いものの、実際には非常に多彩な味わいの世界が広がっています。強いスモーキーさやヨード香で知られるアイラモルトはスコッチ全体の一部に過ぎず、産地や蒸留所によって個性は大きく異なります。
例えば、スペイサイドモルトはリンゴや洋梨、ハチミツを思わせる華やかでフルーティな香りが特徴です。ハイランドモルトはフルーティさや麦芽の甘み、ほのかなスパイス感を備え、アイランズモルトには潮風を感じさせる海洋性のニュアンスが見られます。ローランドモルトは軽やかで繊細、キャンベルタウンモルトは塩気やスモーク、果実香が複雑に重なり合う独特の個性を持っています。
また、熟成に使用する樽によっても味わいは大きく変化します。バーボン樽由来のバニラや蜂蜜のような甘さ、シェリー樽由来のドライフルーツやチョコレートのような濃厚な風味など、同じスコッチでも驚くほど表情が異なります。
そのため、「ウイスキーは煙っぽくて苦手」という方でも、産地や熟成樽の違いを知ることで、自分好みの一本に出会える可能性は十分にあります。スコッチの魅力は、単なるスモーキーさではなく、その圧倒的な多様性にあるのです。
手」という方も、産地やスタイルを変えることで好みに合う一本が見つかります。
代表銘柄

| 銘柄 | スタイル・産地 | 特徴 |
| ザ・グレンリベット | シングルモルト・スペイサイド | 世界最多販売シングルモルトのひとつ |
| ザ・マッカラン | シングルモルト・スペイサイド | シェリー樽熟成で世界的高評価 |
| ラフロイグ | シングルモルト・アイラ | 強烈なスモーキー・ヨード香 |
| ジョニーウォーカー | ブレンデッドスコッチ | 世界最多販売スコッチブランド |
| バランタイン | ブレンデッドスコッチ | バランスの良さで世界的人気 |
| グレンフィディック | シングルモルト・スペイサイド | 世界で最も有名なシングルモルトのひとつ |



5大ウイスキーとは?|アイリッシュウイスキー(Irish Whiskey)

歴史|世界最大のウイスキー大国から衰退へ、そして復活を遂げたアイリッシュウイスキー
アイリッシュウイスキーの歴史は、世界のウイスキー産業の中でも特に劇的な歩みをたどっています。かつて世界を席巻した絶頂期から壊滅的な衰退を経験し、そして近年になって見事な復活を遂げたその歴史は、「栄光・没落・再生」の物語そのものです。
その起源は中世までさかのぼります。アイリッシュウイスキーに関する文書上の最古の記録は、1405年のアイルランドの年代記「クロンマクノイズの年代記(Annals of Clonmacnoise)」に記された、族長がクリスマスに「aqua vitae(命の水)を飲みすぎて死亡した」という記述です。これはスコッチウイスキーの最古記録(1494〜95年)よりも約90年早く、アイルランドがウイスキー蒸留の起源地のひとつとされる根拠となっています。修道士たちによってもたらされた蒸留技術は修道院を中心に広まり、やがて農村部へ浸透しながら独自の蒸留文化を形成していきました。
19世紀になると、アイリッシュウイスキーは黄金時代を迎えます。当時のアイルランドには最大88もの認可蒸留所が存在し、世界最大のウイスキー生産国として君臨していました。なお、1887年にイギリスの醸造・蒸留史家アルフレッド・バーナードが調査した時点では28蒸留所が稼働しており、全体の数は時期によって大きく変動しています。ダブリン産のポットスチルウイスキーは高級酒として高く評価され、ロンドンやニューヨークをはじめとする英語圏の主要都市では、ウイスキーといえばアイリッシュを指すほどの存在感を誇っていました。
しかし20世紀に入ると、その繁栄は急速に崩れていきます。
まず大きな転機となったのが、連続式蒸留器(コラムスチル)の普及でした。スコッチ業界が効率的にグレーンウイスキーを生産できる新技術を積極的に採用したのに対し、多くのアイリッシュ生産者は「本物のウイスキーはポットスチルで造るべきだ」という伝統的な考えに固執しました。その結果、ブレンデッドウイスキー市場の拡大に乗り遅れ、競争力を徐々に失っていきます。
さらに追い打ちをかけたのが1920年から1933年まで続いたアメリカの禁酒法です。最大の輸出先だったアメリカ市場が消滅したことで輸出は激減し、その空白をスコッチウイスキーが埋める形となりました。
加えて、1919年から1921年にかけてのアイルランド独立戦争と、その後の英国との関係悪化も大きな打撃となります。アイルランドは大英帝国内で享受していた優遇措置を失い、これまで重要な販路であった英連邦諸国への輸出が難しくなりました。
こうした複数の要因が重なった結果、かつて世界最大だった産業は急速に縮小。1980年代にはアイルランド全土で稼働する蒸留所がわずか2か所にまで減少し、市場はアイリッシュ・ディスティラーズ社一社によって支えられる状態となっていました。
復活のきっかけとなったのは1987年です。実業家ジョン・ティーリングが約1世紀ぶりとなる独立系蒸留所、クーリー蒸留所(Cooley Distillery)を設立したことで、新たな時代の幕が開きました。その後、ジェムソンを中心としたブランド戦略が成功し、従来のイメージを刷新しながら若い世代や海外市場の支持を獲得していきます。
21世紀に入るとクラフト蒸留所の設立ラッシュが始まり、2010年にはわずか4か所だった稼働蒸留所は、2025年には50か所を超えるまでに増加しました。
現在のアイリッシュウイスキーは、伝統的なシングルポットスチルウイスキーからシングルモルト、革新的なクラフトウイスキーまで幅広いスタイルが生み出されており、世界で最も成長著しいウイスキーカテゴリーのひとつとして再び注目を集めています。
まさにアイリッシュウイスキーの歴史は、一度は世界の頂点に立ちながらも衰退し、長い冬の時代を経て復活を遂げた、ウイスキー界屈指のドラマといえるでしょう。
法的定義|EUの地理的表示で守られる

アイリッシュウイスキーはEUの地理的表示として保護されており、2014年に策定されたテクニカルファイルが現在の法的定義となっています。
主な製造要件は以下の通り。
- 産地:アイルランド島(共和国および北アイルランド)内で蒸留・熟成されること
- 原材料:麦芽を含む穀物のマッシュを使用
- 蒸留:94.8%vol. 未満
- 熟成:700リットル以下の木製樽で最低3年以上熟成
- アルコール度数:最低40%vol. 以上
4つのスタイル|アイリッシュウイスキーの多様性

アイリッシュウイスキーには、以下の4つのスタイルがあります。
1,シングルモルト(Single Malt Irish Whiskey)
1蒸留所で100%麦芽のみを使ってポットスチルで製造。スコッチのシングルモルトと似た概念ですが、アイリッシュは伝統的に3回蒸留するため、よりなめらかな仕上がりになります。
2,シングルポットスチル(Single Pot Still Irish Whiskey)
これはアイルランドにしか存在しない世界唯一のスタイルです。発芽大麦(malted barley)と未発芽大麦(unmalted barley)を混合してポットスチルで蒸留します。未発芽の大麦が最低30%、発芽大麦も最低30%必要とされています。
未発芽の大麦を使うことで、独特のクリーミーな質感・スパイシーさ・穀物感のある複雑な味わいが生まれます。「シングルポットスチルウイスキーはアイルランドでしか造れない」ため、この復活がアイリッシュウイスキー再評価の核心部分となっています。
なぜ未発芽大麦を使うようになったのか。1785年頃に英国政府が麦芽に高い税を課したことへの対応として、アイルランドの蒸留業者が未発芽大麦を混ぜる手法を取り入れたのが始まりと言われています。
3,シングルグレーン(Single Grain Irish Whiskey)
一つの蒸留所でコラムスチルを使って製造。軽くてなめらかです。
4,ブレンデッド(Blended Irish Whiskey)
上記複数のスタイルをブレンドしたもの。「ジェムソン」や「ブラックブッシュ」がこれにあたります。
「3回蒸留」の意味と味わいへの影響

アイリッシュウイスキーの代名詞的な特徴が「トリプル・ディスティレーション(3回蒸留)」です。
スコッチのシングルモルトは通常2回蒸留(一部は3回蒸留)ですが、アイリッシュは伝統的に3回蒸留することで、余分な雑味が取り除かれ、より純粋でなめらかな酒質が得られます。「軽い・飲みやすい」と言われるアイリッシュウイスキーの特徴の多くは、この3回蒸留に由来します。
ただし、法律上アイリッシュウイスキーは必ずしも3回蒸留の義務はなく、近年では2回蒸留や独自のスタイルを採用する蒸留所も増えています。

代表銘柄
| 銘柄 | スタイル | 特徴 |
| ジェムソン | 主にブレンデッド | 世界最多販売アイリッシュウイスキー |
| ブッシュミルズ | シングルモルト&ブレンデッド | 1608年認可、世界最古の公認蒸留所のひとつ |
| レッドブレスト | シングルポットスチル | 高品質ポットスチルの代表格 |
| カネマラ | シングルモルト | 2回蒸留・スモーキータイプ |
| タラモア・デュー | ブレンデッド | 3スタイルのブレンドで滑らかな飲み口 |
| パワーズ ゴールドラベル | ブレンデッド | アイルランド国内で歴史的な人気を誇る |



5大ウイスキーとは?|アメリカンウイスキー(American Whiskey)
歴史|開拓民たちが育んだ「コーンのウイスキー」
アメリカンウイスキーの歴史は、18世紀にヨーロッパから新大陸へ渡った移民たちによって始まりました。特にスコットランドやアイルランドから移住してきた人々は、故郷で培った蒸留技術を持ち込み、北米の豊かな自然環境の中でウイスキー造りを発展させていきます。
当初はライ麦や大麦なども使用されていましたが、アメリカではトウモロコシ(コーン)が豊富に収穫できたため、次第にコーンを主体とした独自のウイスキー文化が形成されました。こうして誕生したのが、現在のアメリカンウイスキーを代表する「バーボン」です。
1785年には現在のケンタッキー州にバーボン郡(Bourbon County)が設立され、この地域から出荷されるウイスキーが「バーボン」と呼ばれるようになったとされています。ただし、その名称の由来には諸説あり、フランス王家ブルボン家への敬意から名付けられたという説なども存在します。
バーボンの歴史を語るうえでよく登場するのが、バプテスト派の牧師であり蒸留家でもあったイライジャ・クレイグです。彼が1789年頃に内側を焦がしたオーク樽で熟成を行い、現在のバーボンのスタイルを生み出したという有名な逸話があります。しかし近年の研究では、この話を裏付ける確かな史料は確認されておらず、伝説の域を出ないと考えられています。
一方で、樽の内面を炭化させた「チャーオーク樽」がバーボンの個性を決定づけたことは間違いありません。樽の炭化層によって生まれるバニラやキャラメル、トフィーを思わせる甘い香味は、現在でもバーボン最大の特徴となっています。
また、ケンタッキー州が「バーボンの聖地」と呼ばれる理由のひとつに、豊かな水資源があります。当地の水は石灰岩層を通って自然ろ過されるため、鉄分が少なくカルシウムなどのミネラルを適度に含んでいます。この「ライムストーンウォーター」は発酵に適した水として知られ、ケンタッキーのウイスキー造りを支える重要な要素となっています。
そして1964年、アメリカ議会はバーボンを「アメリカ合衆国固有の産物(Distinctive Product of the United States)」と認める上下両院共同決議を採択しました。これは法律そのものではありませんが、アメリカを代表する酒類としてバーボンを公式に位置付けた歴史的な出来事です。その後、この決議を踏まえ、現在は米国アルコール・タバコ税貿易局(TTB)が連邦規則の中でバーボンの定義を明文化しています。
こうしてアメリカンウイスキーは、移民たちの蒸留技術とアメリカならではの豊富なトウモロコシ、そしてケンタッキーの自然環境が融合することで発展し、世界を代表するウイスキースタイルへと成長しました。現在ではバーボンを中心に、ライウイスキーやテネシーウイスキーなど多彩なカテゴリーを擁する一大産業となっています。
法的定義|連邦法でアメリカ産が保証される

アメリカンウイスキーにはいくつかの異なるタイプがありますが、この記事では最も有名な「バーボンウイスキー(Bourbon Whiskey)」について解説します。
アメリカンウイスキーの詳細を知りたい方はこちらをご覧ください↓
バーボンウイスキー(Bourbon Whiskey)の要件は以下の通り。
| 要件 | 内容 |
| 産地 | アメリカ国内で製造すること |
| 原材料(マッシュビル) | 最低51%がコーン(トウモロコシ) |
| 蒸留度数 | 160プルーフ(80%vol.)以下 |
| 樽詰め度数 | 125プルーフ(62.5%vol.)以下で、内面を炭化させた新しいオーク樽に入れること |
| 熟成期間 | Straight Bourbonは最低2年以上 |
| 瓶詰め度数 | 最低80プルーフ(40%vol.)以上 |
| 添加物 | 風味付けや着色料の添加は不可 |
重要な点として、「Bourbon(バーボン)」という名称はアメリカで製造されたものにしか使用できません。バーボンはスコッチウイスキーと並んで、産地が法的に保護された代表的なウイスキーと言えます。
なぜバーボンは甘く、バニラのような香りがするのか?

バーボンの最大の特徴である、バニラやキャラメルを思わせる濃厚な甘い香り。その秘密は、法律で義務付けられている「新品のチャーオーク樽(内面を焦がしたオーク樽)」にあります。
バーボンは必ず一度も使用していない新樽で熟成しなければなりません。さらに樽の内側を強く焦がすことで、木材の表面には炭化層(チャー層)と、その下に糖化した層が形成されます。この過程によって、オーク材に含まれる成分が変化し、熟成中にバニラやキャラメル、トフィー、ココナッツ、スパイスを思わせる豊かな香味を生み出します。
さらに、ケンタッキー州をはじめとするアメリカ内陸部の気候も重要な役割を果たしています。
ケンタッキーの気候が熟成を加速させる
- 夏になると気温上昇によってウイスキーが膨張し、樽材の奥深くまで浸透する
- オークからバニラやキャラメルなどの香味成分が抽出される
- 冬になると液体が収縮し、再び樽の中心部へ戻る
- この際、炭化層を通過することで不要な成分がろ過される
この「膨張と収縮」のサイクルを毎年繰り返すことで、ウイスキーと樽との接触が活発になり、比較的短期間でも濃厚な熟成感が得られます。寒暖差の大きいケンタッキーの気候は、バーボン特有の力強い樽香と甘さを育む重要な要素なのです。
サワーマッシュ製法も品質を支える
多くのバーボン蒸留所では、「サワーマッシュ(Sour Mash)」と呼ばれる伝統的な製法も採用されています。
これは蒸留後に残る液体(バックセット)を次回の仕込みへ加える方法で、マッシュの酸度(pH)を安定させる効果があります。その結果、不要な雑菌の繁殖を抑えながら発酵を安定させることができ、蒸留所ごとの風味を一貫して維持しやすくなります。
なお、「サワー(酸っぱい)」という名称から酸味のあるウイスキーになると思われがちですが、実際にバーボンが酸っぱくなるわけではありません。あくまでも発酵管理と品質安定化を目的とした製法です。
このように、バーボンの甘く濃厚な味わいは、コーン主体の原料だけでなく、新品のチャーオーク樽、ケンタッキーの寒暖差の大きな気候、そしてサワーマッシュ製法といった複数の要素が組み合わさることで生み出されています。その結果、スコッチやアイリッシュとは異なる、バニラやキャラメルを思わせるアメリカンウイスキーならではの個性が生まれるのです。
マッシュビルの違いが味の個性を生む
バーボンのコーン51%以上という規定の中で、残りの穀物(ライ麦、小麦、麦芽)の比率(マッシュビル)が各銘柄の個性を決定します。
- コーン多め(70〜80%):よりソフトで甘い → 多くの主要バーボン
- ライ麦多め(ハイライバーボン):スパイシーでドライ → ウッドフォードリザーブ等
- 小麦を使用(ウィーテッドバーボン):甘くソフト → メーカーズマーク等
テネシーウイスキーとの違い

バーボンとよく比較されるのが、アメリカ南部テネシー州で造られるテネシーウイスキーです。代表的なブランドとしては、世界的な知名度を誇る「ジャックダニエル Jack Daniel’s」が挙げられます。
テネシーウイスキーは、原料や熟成方法など基本的な製法はバーボンと非常によく似ており、多くの場合、バーボンの法的要件を満たしています。しかし最大の違いは、熟成前に行われる「チャコール・メローイング(Lincoln County Process)」と呼ばれる独自工程にあります。
これは蒸留したばかりの無色透明な新酒を、サトウカエデ(シュガーメープル)の木炭層に通してろ過する製法です。木炭の層は数メートルにも及び、新酒は数日かけてゆっくりと浸透していきます。
この工程によって雑味や刺激的な成分が取り除かれ、バーボンに比べてよりなめらかで柔らかな口当たりが生まれます。そのため、バーボンが力強い甘みや樽由来の濃厚な風味を特徴とするのに対し、テネシーウイスキーは同様の甘さを持ちながらも、より丸みのあるスムーズな飲み心地を楽しめるのが特徴です。
つまり、テネシーウイスキーは「バーボンに近い酒」ではなく、バーボンの伝統的な製法をベースにしながら、チャコール・メローイングによって独自の個性を与えられたアメリカンウイスキーの一カテゴリーといえるでしょう。

代表銘柄
| 銘柄 | スタイル | 特徴 |
| ジムビーム | バーボン | 世界最多販売のケンタッキーバーボンウイスキー |
| メーカーズマーク | バーボン | 赤いワックスシール、小麦使用でソフト |
| ウッドフォードリザーブ | バーボン(単式蒸留器) | ポットスチル使用の高品質バーボン |
| ジャックダニエル | テネシーウイスキー | 炭ろ過のまろやか風味、世界最多販売のアメリカンウイスキー |
| ワイルドターキー | バーボン | 高ライ麦比率でスパイシー |
| バッファロートレース | バーボン | 多数受賞、世界的評価が高い |


5大ウイスキーとは?|カナディアンウイスキー(Canadian Whisky)

歴史|建国前から始まった蒸留の歴史
カナダのウイスキー造りの歴史は、国家の建国よりも古く遡ります。最初の蒸留施設の公式記録は1769年のケベックシティとされていますが、この施設はカリブ海産のモラセスを原料とするラム酒の蒸留所であり、ウイスキーの製造拠点ではありませんでした。
カナディアンウイスキーの本格的な商業生産が始まったのは1801年のことで、ジョン・モルソン(John Molson)がモントリオールでラム酒用の銅製ポットスチルを転用してウイスキーの製造を開始したのが最初とされています。それでもカナダは1867年の建国よりも数十年前からウイスキーを造っていたことになります。
初期の入植者たちは手に入りやすい穀物で蒸留酒を造っていましたが、西へと開拓が進むにつれて、現地で育つライ麦(rye)を使う方が経済的であることが分かり、ライ麦ベースの蒸留が広まっていきました。これが後に「ライウイスキー」とも呼ばれるカナディアンウイスキーの原型です。
19世紀から20世紀にかけて、グッダーハム&ワーツ(Gooderham & Worts)、シーグラム(Seagram’s)、ハイラム・ウォーカー(Hiram Walker)といった大手蒸留所が相次いで設立され、カナディアンウイスキーは国際市場での地位を確立しました。
注目すべきは、カナダが世界で初めてウイスキーへの熟成義務を法制化した国だという事実です。1887年に最低1年の熟成義務が導入されたのを皮切りに、1890年には最低2年へと引き上げられ、さらに1974年に現行の最低3年となりました。
この法整備は当時のアメリカやスコットランドより25年以上早く、スコットランドの1916年の熟成義務法はカナダの制度を手本にしたとされています。
法的定義|フレキシブルなカナダ式ルール

カナディアンウイスキーはカナダの食品医薬品規制(Food and Drug Regulations B.02.020)によって定義されています。
主な要件は以下の通りです。
- 産地:カナダ国内でマッシュ化・蒸留・熟成されること
- 原材料:穀物または穀物製品(特定の穀物の縛りはない)
- 熟成:小型木製樽で最低3年以上熟成
- アルコール度数:最低40%vol. 以上
- 添加物:カラメルおよびフレーバリング(香味料)の添加が認められる
最大の特徴は、最終ブレンドの9.09%まで他のスピリッツ・ワイン・フレーバリングの添加が認められていることです。他の産地(特にバーボン)では着色・香料添加が禁止されているのと対照的で、これがカナディアンウイスキーの「柔軟でブレンドを重視するスタイル」の法的根拠です。
製造スタイル|穀物ごとに仕込んで、後でブレンド

カナディアンウイスキーの製造の最大の特徴は、「穀物を種類ごとに個別に仕込み、個別に熟成させ、最後にブレンドする」というアプローチです。
例えば「クラウンロイヤル(Crown Royal)」では、コーン・ライ麦・大麦など複数の穀物を使って5種類の異なるマッシュビルを用意し、12本の蒸留塔で個別に蒸留した後、それぞれ異なる期間熟成させたウイスキーを50種類以上ブレンドします。この「パーツごとに完成度を高めてからブレンドする」方式が、カナディアンウイスキーの滑らかさとバランスの良さの秘訣です。
カナダ北部の気候が熟成に与える影響
カナディアンウイスキーの繊細でなめらかな味わいを語るうえで欠かせないのが、カナダ特有の冷涼な気候です。
カナダは世界有数の寒冷地であり、冬には氷点下20℃を下回る地域も珍しくありません。一方で、夏には30℃近くまで気温が上昇することもあり、年間を通じて大きな寒暖差が生まれます。
この気候は樽熟成にも大きな影響を与えます。夏になるとウイスキーは膨張して樽材の内部へ浸透し、オーク由来の香味成分を取り込みます。そして冬になると液体が収縮し、再び樽の中心部へ戻ります。この自然な呼吸運動を繰り返すことで、ウイスキーはゆっくりと熟成していきます。
ただし、ケンタッキー州のような高温環境と比べると、カナダの熟成はより穏やかです。樽との接触が比較的ゆるやかなため、オークの影響が過度に強くなりにくく、原酒本来の繊細な香味が保たれやすいという特徴があります。
その結果、カナディアンウイスキーには次のような個性が生まれます。
- 軽やかでスムーズな口当たり
- 穏やかなバニラやキャラメルの香り
- ライ麦由来の上品なスパイス感
- 樽香が主張しすぎないバランスの良さ
- 長期熟成でもエレガントさを保ちやすい酒質
また、カナダではブレンダーの技術が非常に重視されており、こうした穏やかな熟成環境で育まれた複数の原酒を組み合わせることで、カナディアンウイスキー特有のなめらかさと調和の取れた味わいが生み出されています。
バーボンが力強い樽香や濃厚な甘さを特徴とするのに対し、カナディアンウイスキーは冷涼な気候による穏やかな熟成によって、軽快でエレガントなスタイルへと仕上がるのです。これは世界5大ウイスキーの中でも、カナディアンウイスキーならではの大きな魅力といえるでしょう。
代表銘柄

| 銘柄 | 特徴 |
| カナディアンクラブ | 世界に広く流通する大定番、軽快でクセがない |
| クラウンロイヤル | 1939年のジョージ6世カナダ王室訪問(Royal Tour of Canada)を記念してシーグラム社が創った特製品 |
| カナディアンミスト | オンタリオ州にあるカナディアンミスト蒸溜所のウイスキー |
| ロット40 | 100%ライ麦ポットスチル蒸留、個性派 |
| アルバータ・プレミアム | 100%ライ麦、カナダ産ライ麦のみ使用 |



5大ウイスキーとは?|ジャパニーズウイスキー(Japanese Whisky)

歴史|スコッチへの憧れから始まり、世界最高峰へと成長したジャパニーズウイスキー
ジャパニーズウイスキーの歴史は約100年と、スコッチやアイリッシュと比べれば決して長くありません。しかし、その短い歴史の中で世界的な評価を獲得し、現在では世界5大ウイスキーの一角として確固たる地位を築いています。
その物語は、日本のウイスキー史に欠かせない二人の人物、鳥井信治郎と竹鶴政孝の出会いから始まります。
鳥井信治郎は、大阪で洋酒事業を手掛けていた実業家です。当時の日本ではウイスキーのほとんどが輸入品であり、「日本人の味覚に合った本格的な国産ウイスキーを造りたい」という強い夢を抱いていました。
一方の竹鶴政孝は、広島の酒造家の家系に生まれた技術者で、1918年にスコットランドへ留学。グラスゴー大学で有機化学を学びながら、ロングモーン蒸留所やヘーゼルバーン蒸留所などで製麦・発酵・蒸留・熟成の実務を習得しました。彼が現地でまとめた詳細な製造ノートは、後に日本のウイスキー造りの教科書とも呼ばれる存在になります。
しかし帰国後、留学を支援した摂津酒造は第一次世界大戦後の不況によりウイスキー事業計画を断念。竹鶴はせっかく持ち帰った知識を活かす場を失ってしまいます。
そんな中、1923年に鳥井信治郎が竹鶴を招聘し、日本初の本格モルトウイスキー蒸留所となる山崎蒸溜所を建設しました。(1923年に建設着工、1924年に竣工。)
蒸留所が建てられた山崎の地は、桂川・宇治川・木津川の三川が合流する京都盆地の南端に位置します。古くから名水の産地として知られ、年間を通して湿度が高く霧が発生しやすい環境は、ウイスキーの熟成に理想的だと考えられました。
そして1929年、日本初の本格国産ウイスキー「白札」が発売されます。しかし当時の日本人にとってスモーキーなウイスキーは馴染みが薄く、市場では必ずしも成功したとはいえませんでした。
その後、鳥井と竹鶴の間では「日本人向けに飲みやすいウイスキーを造りたい」という鳥井の考えと、「本場スコットランドの味を忠実に再現したい」という竹鶴の考えの違いが次第に大きくなっていきます。

そして1934年、竹鶴は独立を決意。スコットランドに近い冷涼な気候を求めて北海道・余市に大日本果汁株式会社(後のニッカウヰスキー)を設立し、余市蒸溜所を開設しました。
余市蒸溜所最大の特徴は、現在も続く石炭直火蒸留です。ポットスチルの下部を石炭の炎で直接加熱するこの伝統的な製法は、現代では非常に珍しく、力強く重厚な酒質を生み出します。竹鶴がスコットランド留学時代に学んだ伝統的な蒸留技術を受け継ぐものとして知られています。
なお、ニッカウヰスキーは1954年にアサヒビール(現・アサヒグループホールディングス)との資本提携を行い、その後アサヒグループの中核ブランドとして成長していきました。
一方、サントリーでは1937年に発売された サントリー角瓶 が大ヒットを記録し、日本国内にウイスキー文化を広く浸透させることに成功します。
そして21世紀に入り、ジャパニーズウイスキーは世界的な評価を獲得していきます。
2003年には、余市10年が国際的な酒類コンペティションで高い評価を受け、日本のシングルモルトが世界トップクラスの品質を持つことを証明しました。その後も、山崎、白州、響、竹鶴、イチローズモルトなどが次々と国際的なコンペティションで最高賞を受賞し、ジャパニーズウイスキーの名声は世界へと広がっていきました。
近年では山崎シリーズが世界最高峰の評価を獲得し続けており、ジャパニーズウイスキーはもはや「スコッチの模倣」ではありません。日本独自の気候、繊細なブレンディング技術、そして徹底した品質管理によって生み出される唯一無二のスタイルとして、世界のウイスキー文化を牽引する存在となっています。
現在のジャパニーズウイスキーは、わずか100年ほど前に始まった挑戦から生まれたとは思えないほどの進化を遂げ、世界中の愛好家が憧れるカテゴリーへと成長したのです。
ジャパニーズウイスキーを育む日本ならではの環境

ジャパニーズウイスキーはスコッチウイスキーを手本として誕生しました。しかし、その100年余りの歴史の中で、日本独自の自然環境や職人文化、そして繊細な美意識が融合し、現在では世界から高く評価される独自のスタイルを確立しています。
良質な水が生み出す繊細な酒質
ウイスキー造りにおいて、水は原料であると同時に品質を左右する重要な要素です。日本の主要な蒸溜所は、いずれも豊かな水源に恵まれた土地に建設されています。
例えば、山崎蒸溜所は桂川・宇治川・木津川が合流する名水地に位置し、仕込みにはミネラル分の少ない軟水が使用されています。余市蒸溜所では北海道の豊かな自然が育んだ余市川の伏流水を利用し、白州蒸溜所では南アルプスの花崗岩層を長い年月をかけて通過した清冽な天然水が使われています。
日本の水は世界的に見ても軟水が多く、発酵や蒸留が穏やかに進む傾向があります。そのため、角の少ないなめらかな口当たりや、果実や花を思わせる繊細な香りが生まれやすく、これがジャパニーズウイスキーの大きな特徴のひとつとなっています。
四季が生み出す多彩な熟成

日本は四季が明確な国であり、年間を通じて大きな気温変化があります。この寒暖差は樽熟成にも大きな影響を与えます。
夏になるとウイスキーは膨張して樽材の内部へ深く浸透し、冬になると収縮して樽の中心へ戻ります。このサイクルを繰り返すことで、樽由来の香味成分が効率よく取り込まれ、複雑な風味が形成されていきます。
また、同じメーカーでも立地条件によって熟成の個性は大きく異なります。例えばサントリーでは、標高約50メートルの山崎蒸溜所と、標高約700メートルに位置する白州蒸溜所で異なる熟成環境を活用しています。
温暖で湿潤な山崎では重厚で芳醇な原酒が育まれ、一方で冷涼な白州では爽やかで軽快な酒質が生まれます。こうした環境の違いを活かしながら、多彩な原酒を造り分けているのです。
世界でも珍しい「自給自足型」の原酒づくり
ジャパニーズウイスキーを語るうえで欠かせないのが、独特のブレンディング文化です。
スコットランドでは蒸溜所間で原酒を売買する文化が長く根付いており、ブレンダーは他社の原酒も含めてブレンドを行います。しかし日本では、歴史的に蒸溜所同士の原酒交換がほとんど行われてきませんでした。そのため各メーカーは、自社だけで多様なブレンド原酒を確保する必要がありました。
例えばサントリーは、山崎蒸溜所、白州蒸溜所、そして知多蒸溜所という3つの蒸溜所を保有し、それぞれ異なる個性のモルト原酒やグレーン原酒を生産しています。また、蒸留器の形状やサイズ、発酵方法、熟成樽の種類、熟成庫の環境まで細かく変化を付けることで、膨大な種類の原酒を造り分けています。
ニッカウヰスキーも余市蒸溜所と宮城峡蒸溜所という対照的な蒸溜所を運営し、それぞれ異なる酒質の原酒を生み出しています。
こうした「自給自足型」の体制は世界的にも珍しく、ジャパニーズウイスキーの複雑で調和の取れたブレンドを支える重要な特徴となっています。
日本の良質な水、四季がもたらす熟成環境、そして各社が磨き上げてきた原酒づくりとブレンディング技術。これらが融合することで、ジャパニーズウイスキーはスコッチをルーツとしながらも、世界に類を見ない独自のスタイルへと発展したのです。
近年はクラフト蒸留所を中心に、蒸留所同士で原酒を交換し合う取り組みが増えています。しかし、サントリーやニッカウヰスキーといった大手メーカーは現在も自社原酒によるウイスキー造りを基本としており、原酒交換は主にクラフト蒸留所の間で行われています。
⚠️ ジャパニーズウイスキー最大の課題|法的な産地定義が存在しない

ジャパニーズウイスキーを語るうえで、ぜひ知っておきたい重要なポイントがあります。
それは、世界5大ウイスキーの中で唯一、ジャパニーズウイスキーにはスコッチウイスキーのような法的な産地定義が存在しないということです。
スコッチウイスキー、アイリッシュウイスキー、アメリカンウイスキー、カナディアンウイスキーは、それぞれ国や地域の法律によって原材料や製造方法、熟成条件などが定められています。一方、日本にも酒税法上の「ウイスキー」の定義は存在しますが、これは課税上の分類であり、「どのような製品がジャパニーズウイスキーを名乗れるのか」を定める産地保護制度ではありません。
そのため長年にわたり、海外で製造された原酒を使用した製品であっても、日本を想起させる名称やデザインで販売されるケースが存在し、国内外で議論の対象となってきました。
日本洋酒酒造組合による自主基準

こうした状況を改善するため、日本洋酒酒造組合(JSLMA)は2021年2月、「ウイスキーにおけるジャパニーズウイスキーの表示に関する基準」を制定しました。さらに2024年4月からは移行期間を終え、本格的な運用が開始されています。
この基準では、「ジャパニーズウイスキー」と表示するために、次の条件をすべて満たす必要があります。
| 項目 | 要件 |
|---|---|
| 原材料 | 麦芽を必須とし、使用する水は日本国内で採取したもの |
| 製造工程 | 糖化・発酵・蒸留を日本国内で実施 |
| 蒸留度数 | 95%未満 |
| 熟成 | 700L以下の木製樽で3年以上日本国内で熟成 |
| 瓶詰め | 日本国内で実施し、アルコール度数40%以上 |
| 着色 | プレーンカラメルのみ使用可能 |
この基準は、世界的に見ても十分に厳格な内容であり、現在ではサントリー、ニッカウヰスキー、キリン、ベンチャーウイスキーをはじめとする主要メーカーがこれに準拠しています。
自主基準の限界
ただし、この基準は法律ではなく、あくまで業界団体による自主ルールです。そのため、
- 日本洋酒酒造組合に加盟していない企業には直接適用されない
- 法律上の罰則や行政処分が存在しない
- 海外市場での名称保護が十分ではない
といった課題も残されています。
つまり現在のジャパニーズウイスキーは、高い品質基準によって支えられている一方で、その名称を法的に保護する仕組みはまだ整備途上にあるのです。
進むGI(地理的表示)取得への取り組み

近年はこうした課題を解決するため、日本洋酒酒造組合を中心にGI(地理的表示)の取得に向けた取り組みが進められています。
GIとは、その地域で生産されたことや、伝統的な製法による品質を法的に保護する制度です。ワインの「シャンパーニュ」やウイスキーの「スコッチウイスキー」などが代表例として知られています。
もし将来的にジャパニーズウイスキーがGIとして認められれば、基準を満たさない製品は「ジャパニーズウイスキー」の名称を使用できなくなり、国内外でより強固なブランド保護が可能になります。
現在は「法制化への移行期」

2026年現在、ジャパニーズウイスキーには依然として法的な産地定義は存在していません。しかし、2021年に制定された自主基準はすでに業界内で広く定着しており、GI取得に向けた取り組みも進められています。
つまり現在は、「法的保護のない時代」から「法的保護を目指す時代」への移行期にあるといえるでしょう。
世界的な評価を獲得したジャパニーズウイスキーが、その品質だけでなく名称そのものも保護される日が訪れるのか。今後の制度整備は、日本のウイスキー業界にとって大きな転換点となる可能性があります。

ジャパニーズウイスキーが世界から評価される理由

ジャパニーズウイスキーが世界的な評価を獲得した理由は、単に品質が高いからだけではありません。日本ならではの自然環境と職人文化、そして独自のウイスキー造りへのこだわりが融合することで、他の産地にはない個性を生み出しているからです。
繊細さと複雑さを兼ね備えた味わい
日本の蒸溜所の多くは軟水に恵まれた環境にあり、その水がジャパニーズウイスキー特有のなめらかで繊細な酒質を生み出しています。また、四季のある気候が熟成に複雑な変化をもたらし、果実香や樽香、麦芽の風味が美しく調和したバランスの良い味わいへと仕上げます。
徹底した品質管理と職人文化
ジャパニーズウイスキーの大きな強みは、日本ならではの職人気質にあります。原料選びから発酵、蒸留、熟成、そしてブレンドに至るまで、一つひとつの工程を細部まで丁寧に管理し、理想の味わいを追求し続けています。
特にブレンダーの技術は世界的にも高く評価されており、多種多様な原酒を緻密に組み合わせることで、調和の取れた複雑な味わいを実現しています。
ミズナラ樽が生み出す唯一無二の香り

ジャパニーズウイスキーを語るうえで欠かせないのが、ミズナラ樽による熟成です。
ミズナラは日本固有のオーク材で、熟成には高度な技術と長い年月を要しますが、その見返りとして他の樽では得られない個性的な香りをウイスキーに与えます。白檀(サンダルウッド)や伽羅(きゃら)、お香を思わせるオリエンタルな香りは海外の愛好家からも高く評価されており、今やジャパニーズウイスキーを象徴する存在となっています。
もちろん、バーボン樽やシェリー樽など世界共通の熟成樽も活用されており、多彩な味わいを生み出す原動力となっています。
希少性が生み出すブランド価値
近年の世界的な人気の高まりに対して、生産量はすぐに増やせるものではありません。ウイスキーは長期間の熟成を必要とするため、需要の急増に供給が追いつかず、多くの銘柄で品薄状態が続いています。
その結果、山崎や白州、響といった人気ブランドは世界中で高い需要を集め、希少価値の高さもジャパニーズウイスキーの魅力のひとつとなっています。
品質・独自性・希少性が世界を魅了する
ジャパニーズウイスキーが世界で評価される理由を一言で表すなら、「品質」「独自性」「希少性」の三拍子が揃っていることです。
スコッチをルーツとしながらも、日本の自然環境と職人文化によって独自の進化を遂げたジャパニーズウイスキーは、今や世界最高峰のウイスキーのひとつとして認められています。その繊細で奥深い味わいは、世界中の愛好家を魅了し続けているのです。
代表銘柄

| 銘柄 | メーカー | 特徴 |
| シングルモルト山崎 | サントリー | 日本初の蒸留所、ISC最高賞3年連続 |
| シングルモルト白州 | サントリー | 高原の森の蒸留所、ハーバル・爽やか |
| 響 | サントリー | 日本を代表するブレンデッドウイスキー |
| 竹鶴ピュアモルト | ニッカ | ジャパニーズウイスキーの父の名を冠するブレンデッドモルト |
| シングルモルト余市 | ニッカ | ピーティーで力強いシングルモルト |
| シングルモルト宮城峡 | ニッカ | 柔らかくエレガントなシングルモルト |
| イチローズモルト(シングルモルト・ブレンデッド) | ベンチャーウイスキー | 秩父蒸溜所、クラフト系で国際的最高評価 |



5大ウイスキーを知ると「飲み方」も変わる

産地ごとの特徴を理解すると、ウイスキーの楽しみ方の幅が広がります。
基本の飲み方5種
| 飲み方 | 内容 | 向いている産地 |
| ストレート | 常温でそのまま | 高品質スコッチシングルモルト、ジャパニーズ |
| ロック | 大きな氷を入れて | バーボン、スコッチブレンデッド |
| 水割り | 常温水や冷水で割る | 日本ではポピュラー、ジャパニーズに合う |
| ハイボール | 炭酸水で割る(1:4前後) | ジャパニーズ、スコッチブレンデッド、バーボン |
| トワイスアップ | 常温の水を1:1で加える | 香りの評価に最適、スコッチシングルモルト |
ウイスキー初心者への一般的なアドバイスとして、「ハイボール→ロック→ストレート」の順で慣れていくと、アルコールに馴染みながらウイスキーの風味が理解しやすいとされています。
5大ウイスキー 総合比較表

| 産地 | 法的定義 | 主な原材料 | 熟成最低期間 | 主要スタイル | 味わいの傾向 |
| スコッチ | 英国法 2009年 | 麦芽中心 | 3年以上 | シングルモルト、ブレンデッド等 | スモーキー〜フルーティ、産地による幅広さ |
| アイリッシュ | EU地理的表示 2014年 | 麦芽・大麦 | 3年以上 | 4種 | クセが少ない・飲みやすい |
| アメリカン(バーボン) | 連邦規制 CFR(1964年議会決議を受け整備) | コーン51%以上 | Straight は2年以上 | 主にバーボン、他ライ等 | 甘い・バニラ・キャラメル・スパイシー |
| カナディアン | 食品医薬品規制 | 穀物各種(ライ麦主体多) | 3年以上 | 主にブレンデッド | 軽くマイルド・ミキサー向き |
| ジャパニーズ | 法的定義なし / JSLMA自主基準(2024年本格施行) | 麦芽必須、国内採水 | 3年以上(自主基準) | シングルモルト、ブレンデッド等 | 繊細・バランス・複雑・上品 |
まとめ|5大ウイスキーを理解する3つの視点

1.法律が産地の価値を支えている
世界5大ウイスキーは、それぞれ法律によって産地や製法が保護されています。ジャパニーズウイスキーのみ法的定義がありませんが、現在は自主基準の運用やGI取得に向けた取り組みが進められています。
2.気候や文化が味わいを生み出す
ウイスキーの個性は、その土地の気候や水、歴史、文化によって育まれます。スコッチのスモーキーさ、バーボンの甘さ、ジャパニーズの繊細さなど、それぞれに明確な理由があります。
3.「5大ウイスキー」は絶対ではない
5大ウイスキーは販売量ではなく、歴史や文化、国際的な評価によって確立された概念です。近年はインドや台湾などの新興産地も注目されており、世界のウイスキー地図は今後さらに変化していく可能性があります。
それぞれの産地の特徴や背景を知ることで、ウイスキー選びはもっと面白くなります。まずは気になる産地の一本から、飲み比べてみてはいかがでしょうか。
注意:この記事の情報は2026年6月時点のものです。ジャパニーズウイスキーの法整備状況など一部の情報は今後変化する可能性があります。
あなたの人生がウイスキーで幸せになることを願っています。最後までご覧頂きありがとうございました。それでは、また。
高級ジャパニーズウイスキーを定価で買うなら…
東急クレジットカード会員限定のウイスキー抽選販売がおすすめ!
- 山崎、白州、響などの希少なジャパニーズウイスキー抽選販売の参加が可能。
- 東急グループの他、提携先が豊富なのでポイントを貯めやすい。
- PASMOのオートチャージができる(一体型カードと通常カードの両方で利用可能)
- 年会費は初年度無料。次年度以降は1,100円。
年齢確認: お酒は20歳を過ぎてから。未成年者の飲酒は法律で禁止されています。
健康への配慮: 妊娠中や授乳期の飲酒は、胎児・乳児の発育に悪影響を与えるおそれがあります。
適正飲酒: お酒は楽しく適量を。飲酒運転は法律で厳しく禁止されています。
マナー: 飲酒後は節度ある行動を心がけましょう。

コメント