

こんばんは ユースケです。
自己紹介:BAR WHITE OAK 店主。ウイスキー文化研究所認定 ウイスキーエキスパート。JSA認定ソムリエ。2022年1月 東京・銀座にBAR WHITE OAK をオープン。YouTube、TikTokでカクテル動画を公開中!
日本のウイスキー文化は今、単なるブームを超え、真の個性が問われる成熟期へと突入しました。2026年現在、国内の蒸留所数はついに126カ所にまで到達。輸出の波が落ち着きを見せる中で、これまで以上にその土地でしか造れない味の追求が加速しています。名門の伝統と新鋭の野心が激しく火花を散らす今のシーンは、愛好家にとってこれ以上ないほど刺激的な状況です。
そこで今回は、全国126カ所の蒸留所を徹底網羅。最前線の動向からおすすめの銘柄まで、日本のウイスキーの現在地を余すことなくお届けします!
各蒸留所のおすすめウイスキーやクラフトジンも紹介しておりますので、気になる方はぜひチェックしてみてください♪
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|一覧
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|北海道
- 7.ニセコ蒸溜所
- 11.ディ・トリッパー蒸留所
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|岩手県
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|宮城県
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|山形県
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|福島県
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|茨城県
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|栃木県
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|群馬県
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|埼玉県
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|千葉県
- 【2026年版】日本のウイスキー蒸留所|全126カ所を解説|神奈川県
【2026年版】日本のウイスキー蒸留所|全126カ所を解説|一覧
- 稼働中:ウイスキーの蒸留が確認できる蒸溜所。
- 準備中:ウイスキーの蒸留を本格的に始めていないが、生産開始が見込まれている蒸留所。
- その他(詳細不明):不明な点が多い蒸留所。
| No.(ページ) | 蒸留所名 | 都道府県 | 状態 |
| 1.[1/4ページ] | 利尻蒸留所 | 北海道 | 稼働中 |
| 2. | 厚岸蒸留所 | 北海道 | 稼働中 |
| 3. | 丹丘蒸留所 | 北海道 | 稼働中 |
| 4. | 馬追蒸留所 | 北海道 | 稼働中 |
| 5. | 余市蒸留所 | 北海道 | 稼働中 |
| 6. | サワマチ蒸留所 | 北海道 | 稼働中 |
| 7. | ニセコ蒸留所 | 北海道 | 稼働中 |
| 8. | 苫小牧蒸留所 | 北海道 | 稼働中 |
| 9. | Taiki Cosmic Glen Distillery | 北海道 | 稼働中 |
| 10. | ディ・トリッパー蒸留所 | 北海道 | 稼働中 |
| 11. | 南部美人 本社蔵(NANBUBIJIN DISTILLERY) | 岩手 | 稼働中 |
| 12. | 宮城峡蒸留所 | 宮城 | 稼働中 |
| 13. | 月光川蒸留所 | 山形 | 稼働中 |
| 14. | 遊佐蒸留所 | 山形 | 稼働中 |
| 15. | 玉野アセンド蒸留所 | 福島 | 稼働中 |
| 16. | 天鏡蒸留所 | 福島 | 稼働中 |
| 17. | 安積蒸留所 | 福島 | 稼働中 |
| 18. | 高藏蒸留所 | 茨城 | 稼働中 |
| 19. | 八郷蒸留所 | 茨城 | 稼働中 |
| 20. | Stork Valley Distillery | 栃木 | 稼働中 |
| 21. | 日光街道 小山蒸留所 | 栃木 | 稼働中 |
| 22. | 倉渕蒸留所 | 群馬 | 稼働中 |
| 23. | 北軽井沢蒸留所 | 群馬 | 稼働中 |
| 24. | 羽生蒸留所 | 埼玉 | 稼働中 |
| 25. | 鴻巣蒸留所 | 埼玉 | 稼働中 |
| 26. | 秩父蒸留所 | 埼玉 | 稼働中 |
| 27. | 秩父第2蒸留所 | 埼玉 | 稼働中 |
| 28. | mitosaya薬草園蒸留所 | 千葉 | 稼働中 |
| 29. | 湘南蒸留所 | 神奈川 | 稼働中 |
| 30. | 小田原蒸留場 | 神奈川 | 稼働中 |
| 31. | 丹沢蒸留所 | 神奈川 | 稼働中 |
| 32. [2/4ページ] |
吉田電材蒸留所 | 新潟 | 稼働中 |
| 33. | 新潟亀田蒸留所 | 新潟 | 稼働中 |
| 34. | 深沢原蒸留所 | 新潟 | 稼働中 |
| 35. | 三郎丸蒸留所 | 富山 | 稼働中 |
| 36. | オリエンタル金沢蒸留所 | 石川 | 稼働中 |
| 37. | Far Yeast 源流蒸留所 | 山梨 | 稼働中 |
| 38. | 富嶽蒸留所 | 山梨 | 稼働中 |
| 39. | 富士北麓蒸留所 | 山梨 | 稼働中 |
| 40. | サントリー白州蒸溜所 | 山梨 | 稼働中 |
| 41. | 野沢温泉蒸留所 | 長野 | 稼働中 |
| 42. | 小諸蒸留所 | 長野 | 稼働中 |
| 43. | 御代田蒸留所 | 長野 | 稼働中 |
| 44. | 軽井沢ウイスキー蒸留所 | 長野 | 稼働中 |
| 45. | マルス駒ヶ岳蒸溜所 | 長野 | 稼働中 |
| 46. | 飛騨高山蒸留所 | 岐阜 | 稼働中 |
| 47. | 富士御殿場蒸溜所 | 静岡 | 稼働中 |
| 48. | Distillery Water Dragon | 静岡 | 稼働中 |
| 49. | 井川蒸溜所 | 静岡 | 稼働中 |
| 50. | ガイアフロー静岡蒸溜所 | 静岡 | 稼働中 |
| 51. | 清洲桜醸造 本社蒸留所 | 愛知 | 稼働中 |
| 52. | サントリー知多蒸溜所 | 愛知 | 稼働中 |
| 53. | 碧南蒸留所 | 愛知 | 稼働中 |
| 54. | 伊勢蒸留所 | 三重 | 稼働中 |
| 55. | 長濱蒸溜所 | 滋賀 | 稼働中 |
| 56. | 琵琶湖蒸留所 | 滋賀 | 稼働中 |
| 57. | サントリー山崎蒸溜所 | 大阪 | 稼働中 |
| 58. | 泉州蒸留所 | 大阪 | 稼働中 |
| 59. | 西山酒造場 | 兵庫 | 稼働中 |
| 60. | 丹波蒸溜所 | 兵庫 | 稼働中 |
| 61. | 神戸蒸溜所 | 兵庫 | 稼働中 |
| 62. | 六甲山蒸溜所 | 兵庫 | 稼働中 |
| 63. | 海峡蒸溜所 | 兵庫 | 稼働中 |
| 64. | 江井ヶ嶋蒸留所 | 兵庫 | 稼働中 |
| 65. | 養父蒸溜所 | 兵庫 | 稼働中 |
| 66. [3/4ページ] |
神息酒造 奈良蒸溜所 | 奈良 | 稼働中 |
| 67. | 紀州熊野蒸溜所 | 和歌山 | 稼働中 |
| 68. | 倉吉蒸溜所 | 鳥取 | 稼働中 |
| 69. | 千代むすび 境港蒸留所 | 鳥取 | 稼働中 |
| 70. | 岡山蒸溜所 | 岡山 | 稼働中 |
| 71. | SETOUCHI DISTILLERY | 広島 | 稼働中 |
| 72. | SAKURAO DISTILLERY | 広島 | 稼働中 |
| 73. | SAKURAO DISTILLERY FOREST SITE | 広島 | 稼働中 |
| 74. | 阿波乃蒸溜所 | 徳島 | 稼働中 |
| 75. | 梅美人酒造 | 愛媛 | 稼働中 |
| 76. | 仁淀川蒸溜所 | 高知 | 稼働中 |
| 77. | ニッカウヰスキー 門司工場 | 福岡 | 稼働中 |
| 78. | 朝倉蒸溜所 | 福岡 | 稼働中 |
| 79. | 新道蒸溜所 | 福岡 | 稼働中 |
| 80. | 波佐見蒸留所 | 長崎 | 稼働中 |
| 81. | 梅ヶ枝酒造 | 長崎 | 稼働中 |
| 82. | 山鹿蒸溜所 | 熊本 | 稼働中 |
| 83. | 大石酒造場 | 熊本 | 稼働中 |
| 84. | 田野蒸溜所 | 熊本 | 稼働中 |
| 85. | 久住蒸溜所 | 大分 | 稼働中 |
| 86. | SATO DISTILLERY | 宮崎 | 稼働中 |
| 87. | 尾鈴山蒸留所 | 宮崎 | 稼働中 |
| 88. | 宝酒造 黒壁蔵 | 宮崎 | 稼働中 |
| 89. [4/4ページ] |
菱田蒸溜所 | 鹿児島 | 稼働中 |
| 90. | 大隅酒造 | 鹿児島 | 稼働中 |
| 91. | ニッカウヰスキー さつま司蒸溜蔵 | 鹿児島 | 稼働中 |
| 92. | 小牧蒸溜所 | 鹿児島 | 稼働中 |
| 93. | 嘉之助蒸溜所 | 鹿児島 | 稼働中 |
| 94. | 日置蒸溜蔵 | 鹿児島 | 稼働中 |
| 95. | 御岳蒸留所 | 鹿児島 | 稼働中 |
| 96. | マルス津貫蒸溜所 | 鹿児島 | 稼働中 |
| 97. | 火の神蒸溜所 | 鹿児島 | 稼働中 |
| 98. | 許田蒸留所 | 沖縄 | 稼働中 |
| 99. | 州崎蒸溜所 | 沖縄 | 稼働中 |
| 100. | 那覇蒸溜所 | 沖縄 | 稼働中 |
| 101. | まさひろ酒造 | 沖縄 | 稼働中 |
| 102. |
富良詩蒸留所 | 北海道 | 準備中 |
| 103. | 十勝蒸溜所 | 北海道 | 準備中 |
| 104. | 当別蒸溜所 | 北海道 | 準備中 |
| 105. | 千歳蒸留所 | 北海道 | 準備中 |
| 106. | ねっか奥会津蒸留所 | 福島 | 準備中 |
| 107. | 日光蒸溜所 | 栃木 | 準備中 |
| 108. | 大谷妙高蒸溜所(仮称) | 新潟 | 準備中 |
| 109. | 三国蒸溜所 | 大阪 | 準備中 |
| 110. | Distillery Drift Mark | 島根 | 準備中 |
| 111. | 瀬戸内アイランドウイスキー | 山口 | 準備中 |
| 112 | 札幌酒精工業 札幌工場 | 北海道 | その他(詳細不明) |
| 113. | 須藤本家 | 千葉 | その他(詳細不明) |
| 114. | 忍蒸溜所 | 新潟 | その他(詳細不明) |
| 115. | 南アルプスワインアンドビバレッジ 笛吹工場 | 山梨 | その他(詳細不明) |
| 116. | 韮崎御勅使蒸留所 | 山梨 | その他(詳細不明) |
| 117. | 飯山マウンテンファーム蒸溜所 | 長野 | その他(詳細不明) |
| 118. | 養老蒸溜所 | 岐阜 | その他(詳細不明) |
| 119. | 富士かぐや蒸溜所 | 静岡 | その他(詳細不明) |
| 120. | 京都みやこ蒸溜所 | 京都 | その他(詳細不明) |
| 121. | 藩蔵屋敷 北新地CO・LABO | 大阪 | その他(詳細不明) |
| 122. | 吉備蒸溜所 | 岡山 | その他(詳細不明) |
| 123. | 八女蒸留所 | 福岡 | その他(詳細不明) |
| 124. | 山都蒸留所 | 熊本 | その他(詳細不明) |
| 125. | 常楽酒造 | 熊本 | その他(詳細不明) |
| 126. | 横川蒸留所 | 鹿児島 | その他(詳細不明) |
【2026年版】日本のウイスキー蒸留所|全126カ所を解説|北海道
1,利尻蒸留所
北海道の最北端、稚内市の沖合に浮かぶ利尻島。その島の西側、利尻町沓形神居(くつがたかむい)に位置するのが、日本最北のウイスキー蒸留所として注目を集める「利尻蒸留所」です。
「Kamui(カムイ)」とは、アイヌ語で神が宿る「聖なる水」を意味する言葉。その名の通り、仕込み水には「名水百選」にも選ばれた「甘露泉水(かんろせんすい)」を使用しており、まさに島の自然の恵みをそのままボトルに詰め込もうとしています。
この蒸留所を設立したのは、日本在住のアメリカ人、ケイシー・ウォール氏。アイラ島を訪れた際の感動がきっかけとなり、「利尻のテロワールを感じさせるウイスキーを造りたい」という情熱から2022年にオープンしました。黒く塗られた木造の平屋建ては、北海道の漁師小屋(番屋)をイメージしたものだそうで、海辺の景色に溶け込むその佇まいには、どこか懐かしさも感じられますね。
特筆すべきは、そのこだわりの「極小サイズ」。ワンバッチ(1回の仕込み)の麦芽量はわずか175kgと、日本でも最小規模。使うポットスチル(蒸留器)も、アメリカのヴェンドーム社製という日本初の珍しいもので、初留600リットル、再留350リットルという可愛らしいサイズ。しかも、温度計の表示が摂氏ではなく「華氏」のままになっているというのも、アメリカ人オーナーらしい遊び心があってユニークですよね。
冬には気温がマイナス20℃にも達する厳しい環境のため、12月末から3月までは操業を完全にストップします。春を待って、4月から12月中旬までの限られた期間に、ひとつひとつ手造りで丁寧に仕込まれていきます。
麦芽は本場イングランド産に加え、北海道の中標津(なかしべつ)産も使用。現在はノンピーテッドと、少しスモーキーなライトピーテッド(15ppm)の2種類が造られています。「日本のハイランドパーク」のような存在になるのでは、なんて期待も膨らみます。
2026年にはいよいよ初の出荷が予定されており、現在は公式ホームページでオーナーズカスクの受付も行っているとのこと。最北の地で育まれる「神の宿る水」が、一体どんな味わいに化けるのか……。今から完成が待ち遠しいですね!
2,厚岸蒸留所

牡蠣の名産地として全国的に有名な、北海道東部の港町・厚岸(あっけし)。アイヌ語の「アッケシイ(カキのあるところ)」をその名の由来に持つこの地に、「アイラモルトのようなウイスキーを造りたい」という熱い想いから誕生したのが厚岸蒸留所です。
創業者は、食品原材料の輸入商社を営んでいた樋田恵一氏。2013年からの試験熟成を経て、2016年に待望の蒸留を開始しました。この蒸留所の大きな特徴は、立ち上げのプランニングから蒸留器具の設置、さらには蒸留試験に至るまで、スコットランドの名門・フォーサイス社が全面的に手がけている点です。
同社の技術者が数ヶ月間も現地に滞在してノウハウを直接伝授したそうで、ここまで徹底してスコットランドの伝統を取り入れたのは、日本の蒸留所でも厚岸が初めてなんだとか。まさに「本場の正統」を継承しているんですね。

環境面でも、厚岸はウイスキー造りの理想郷といえます。蒸留所は厚岸湾から2キロほど入った湿地帯にあり、夏は涼しく海霧が立ち込めることもしばしば。仕込み水には、蒸留所のそばを流れる尾幌川(おぼろがわ)の、ピート層をくぐり抜けた軟水を使用しています。こうした「霧」や「ピート」といった要素が、アイラ島の環境を彷彿とさせ、独自のテロワールを生み出しているのです。
ウイスキー造りへのこだわりも相当なもの。仕込みは1バッチにつき麦芽約1トン。イギリス産の麦芽をメインにしつつ、地元厚岸産の二条大麦「りょうふう」も活用しており、2022年からは自社での製麦(モルティング)にも力を入れています。
現在はノンピートとピーテッドの2タイプを半々の比率で生産していますが、これは将来的なブレンデッドウイスキーの製造も見据えて、多種多様な原酒を確保するため。非常に戦略的なアプローチですよね。

出典:http://akkeshi-distillery.com/company/overview/
リリースの歩みを振り返ると、2018年のニューボーンシリーズ「ファウンデーション」を皮切りに、2020年には初のシングルモルト「サロルンカムイ(アイヌ語でタンチョウの意)」を発表。同年秋には、初のフルボトル(700ml)となる3年熟成の「寒露」がリリースされました。
2026年現在も、日本の四季をテーマにした「二十四節気シリーズ」は継続してリリースされており、その動向には世界中のモルトファンが注目しています。
残すところあとわずかとなったこのシリーズが完結したあと、次にどのようなコンセプトのシリーズが登場するのかにも、大きな期待が寄せられています。
ちなみにブレンデッドウイスキーは、厚岸のモルト原酒を50%以上使用し、海外からニューポットの状態で輸入したグレーン原酒を厚岸の貯蔵庫で3年以上じっくり熟成させてからブレンドするという、独自のこだわりを貫いています。
日本の、そして世界の新鋭として高く評価されている厚岸蒸留所。北の大地の自然が育むその一滴が、次はどんな驚きを届けてくれるのか……本当に楽しみですね!
厚岸蒸留所|おすすめのウイスキー

厚岸シングルモルトウイスキー春分
厚岸シングルモルトウイスキー春分
厚岸シングルモルトウイスキー小寒

厚岸シングルモルトウイスキー小寒

厚岸シングルモルトウイスキー啓蟄
厚岸シングルモルトウイスキー啓蟄

厚岸ブレンデッドウイスキー小満

厚岸ブレンデッドウイスキー小満

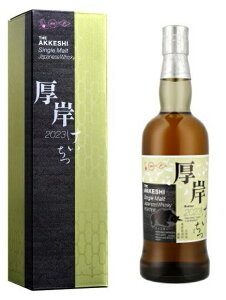
厚岸シングルモルトジャパニーズウイスキー小暑

厚岸シングルモルトジャパニーズウイスキー小暑

厚岸ブレンデッドウイスキー霜降

厚岸ブレンデッドウイスキー霜降

3,丹丘蒸留所

オーナー: 丹丘蒸留所株式会社(Cheung’s Brothers Enterprises Limited)
創業年:2025年
所在地:北海道上川郡東川町東町1丁目1番16号
公式HP:https://tankyudistillery.jp/ja
北海道のほぼ中央、大雪山連峰の最高峰・旭岳を望む東川町に、2025年、新たなウイスキーの聖地「丹丘(たんきゅう)蒸留所」が誕生しました。
東川町といえば、「平成の名水百選」にも選ばれた大雪山の豊かな雪解け水で知られていますよね。実はこの町、道内で唯一「上水道がない」という驚きの場所なんです。生活水から酒造りに至るまで、すべてが大雪山からの恵みである地下水(硬度94の中硬水)が惜しみなく使われています。
丹丘蒸留所は、町が施設を整備して民間企業が運営する「公設民営」という珍しいカタチで計画が進められました。2025年7月に製造免許を取得し、いよいよ蒸留がスタート。ここで指揮を執る主任蒸留士(マスター・ディスティラー)は、台湾出身のDavid Hsieh氏。スコットランドのエドラダワーやスペイサイドといった名高い蒸留所で経験を積んできた、まさにウイスキー造りのスペシャリスト。
製法もかなりこだわりが詰まっています。オランダ製の最新鋭蒸留器「iStill」を導入する一方で、発酵には日本の伝統を巧みに取り入れています。
まずステンレス製タンクで72時間発酵させた後、さらに「杉製の大桶」で120時間かけてじっくりと乳酸発酵させるという二段階のプロセスを踏んでいます。
この杉桶は、伝統技術を守る職人集団「結い物を繋ぐ会」の手がけた本格的なもので、まるで醤油や味噌の蔵のような、日本の伝統美を感じさせる工夫が凝らされています。
熟成にはシェリー樽やバーボン樽のほか、日本産のミズナラ樽も使用され、シングルモルトだけでなくジンの製造も行われています。
待望の販売開始は2028年を予定しているとのこと。蒸留所内にはショップや試飲スペースも設けられ、国内外からの見学ツアーなども行われる予定です。澄んだ空気と杉の香りに包まれながら、大雪山の恵みがどんなウイスキーへと変化していくのか……。2年後のデビューが今から本当に楽しみですね!

4,馬追蒸留所

出典:https://maoidistillery.com/
石狩平野を一望できる素晴らしいロケーションに位置するのが「馬追(まおい)蒸留所」です。
もともとは2006年に「マオイワイナリー」として設立された日本最小規模のワイナリーでしたが、現在は北海道自由グループ(北海道自由ウヰスキー)のもと、ワイン、ブランデー、クラフトジン、そしてウイスキー造りまで手がける新体制へと生まれ変わりました。2021年11月に建物が完成し、2022年9月からウイスキー生産がスタートしています。
ここの面白さは、なんといってもバラエティ豊かなラインナップにあります。モルトやグレーンウイスキーはもちろん、北海道産トウモロコシを使った「コーンウイスキー」、さらにはフルーツブランデーやグラッパ(ブドウの搾りかすブランデー)まで造っています。
設備面では、スコットランドの名門・フォーサイス社がプランニングから製作まで一貫して請け負っています。導入されているのは、フォーサイスとしては珍しい「ハイブリッドスチル」で、容量は1,000リットル。2つの精留塔(コラム塔)が付いており、フルーツブランデーやグレーンウイスキーの製造に活用されていますが、モルトウイスキーを造る際はあえてコラムを通さず、伝統的な2回蒸留を行っています。1バッチの仕込み量は200kgと小規模で、攪拌作業などはすべて手作業で行われているというこだわりようです。
原料には、地元北海道産の「りょうふう」やイギリス・ポールズモルト社製のノンピート麦芽を使用しています。また、熟成場所も非常にユニークで、前オーナーが戦争や災害を憂慮して作ったという山の斜面の「地下シェルター」を活用しているんです。コンクリート製の広々とした空間に、300樽ほどが収容可能なラックが備えられています。
これまでに「コーンウイスキー ニューポット」や「シングルモルト ニューボーン」をリリースしているほか、40リットルサイズの小樽でオーナーズカスクも募集されています。特に2024年には、3リットルの北海道産ミズナラ樽とニューポットをセットにした「自家熟成キット」を販売し、これまでにない試みとして話題となりました。
蒸留所内には、馬追のワインやグループ蒸留所である「紅櫻蒸溜所」のジンなどを試飲・購入できるカウンターも併設されています。馬追オリジナルのウイスキーがここに加わるのは2025年の予定だそうで、その日が今から待ち遠しいですね!
馬追蒸留所|おすすめのジン

ミャオイ ジン アンブラス モア

5,余市蒸留所

NHKの連続テレビ小説「マッサン」の舞台としてもおなじみの余市蒸溜所は、1934年に竹鶴政孝によって創設されました。北海道・積丹半島の付け根に位置する余市町は、年間平均気温が本場スコットランドに近い約8℃。冷涼で湿潤なこの地は、竹鶴にとってまさに「ウイスキーは北の大地で造るもの」という信念を具現化する理想の場所だったのです。
ここで今も守り抜かれているのが、世界でも珍しい「石炭直火焚き(せきたんじかびだき)」による蒸留です。火力を一定に保つには熟練の技が求められますが、この伝統的な手法と、ラインアームが下を向いたストレートヘッド型のポットスチルが組み合わさることで、余市らしい重厚で力強く、芳ばしい原酒が生まれます。この技術は、竹鶴がスコットランドのロングモーン蒸留所で学んだものをそのまま再現したもので、まさに「マッサンのこだわり」が随所に息づいています。

約13万㎡の広大な敷地には、国の重要文化財に指定された蒸溜棟やキルン塔(乾燥棟)、第一・第二貯蔵庫など、創業時の面影を残す美しい建造物が並んでいます。現在は27棟の熟成庫があり、澄んだ空気の中で原酒が静かに眠っています。需要が高まっても無理に生産を拡大せず、淡々と伝統を守り続ける姿勢には、「ウイスキー造りには時間がかかる」という天国のマッサンの声が聞こえてきそうですね(笑)。
見学施設も非常に充実しており、2021年には旧博物館を改修した「ニッカミュージアム」がオープンしました。ブレンダーの仕事を紹介するコーナーや、蒸留所限定商品も楽しめる有料試飲コーナーなど、ウイスキー好きなら一日中愉しめる内容になっています。

2021年10月、旧ウイスキー博物館を改修し、ニッカミュージアムをオープン。2023年1月には第二期工事が完了し、日本でも有数のウイスキー博物館へと進化しました。ニッカミュージアムの主な設備は以下の通り。
• ブレンダーに焦点を当ててウイスキーづくりの時間の流れを紹介する「ブレンダーズ・ラボ」
• 「余市」「竹鶴」「ブラックニッカ」「フロム・ザ・バレル」に関する展示コーナー「ストーリー・オブ・ニッカウヰスキー」
• ブレンダーなどのスペシャル映像を放映する「ディスティラーズ・トーク」
• 蒸溜所限定商品を含む有料試飲コーナー
現在は、蒸留所施設の見学は完全予約制のガイドツアーとなっていますが、ミュージアムやレストラン、限定品が手に入るギフトショップは自由に利用可能です。聖地・余市を訪れれば、ニッカウヰスキーがもっと身近で特別な存在になるはずですよ。

余市蒸溜所|おすすめのウイスキー

シングルモルト余市

シングルモルト余市

シングルモルト余市10年

シングルモルト余市10年


6,サワマチ蒸留所
「余市」といえば言わずと知れたウイスキーの聖地ですが、その歴史ある町の中心部から少し離れた「沢町」に、2024年、新たな息吹が吹き込まれました。それが「サワマチ蒸溜所」です。
この蒸留所がある沢町は、幕末に開拓が始まった「余市の発祥地」ともいわれる場所。そんな歴史深いエリアを流れるヌッチ川のほとりに、古い倉庫を改造して誕生しました。
オーナーの菅原由利子さんは、フランスのシャンパーニュ地方で修行を積んだワイン醸造家でもあります。彼女が掲げる理想は、自ら畑を耕し原料から手がける「ドメーヌ型」のウイスキー造り。ワイン造りで培ったテロワール(風土)へのこだわりをウイスキーにも注ぎ込み、「真の余市産」を形にしようとしています。
そして、現場で製造の指揮を執るのは所長の高浩一さん。かつて「常陸野ネストビール」で知られる木内酒造でビール職人として腕を振るい、その後は「ガイアフロー静岡蒸溜所」でウイスキー造りに携わってきたという、まさに醸造・蒸留のスペシャリスト。ベテラン職人がその知見のすべてを賭けて挑みます。
設備面では、日本初導入と思われる「クロアチア製」の銅製スチル。2基のポットスチルと1基のハイブリッドスチルが並ぶ姿は、ここならではの光景。ワンバッチ500kgという丁寧な手仕事が可能な規模で、日々蒸留が行われています。
現在は英国産やドイツ産の麦芽も使用していますが、2025年からは地元での大麦栽培を本格化させており、将来的には「100%余市産の大麦」を「北海道産のミズナラ樽」で熟成させることを目指しているのだとか。
ワインの感性とウイスキーの技が融合し、余市の発祥地から世界へ。地元のサプライヤーと共に歩むその「ドメーヌ・ウイスキー」が、一体どんな物語を紡いでいくのか。その完成が今から待ち遠しくてたまりませんね!
7.ニセコ蒸溜所

ニセコ連峰の雄大な山並みを見渡す北海道ニセコ町。世界的なリゾート地として知られるこの場所に、2021年春から製造を開始したのが「ニセコ蒸溜所」です。
オーナーは、日本酒の「八海山」で全国的に有名な新潟県の「八海醸造」のグループ会社です。当初は新潟の焼酎蔵でライスウイスキーを製造していましたが、本格的なモルトウイスキー造りを目指し、冷涼な気候とニセコアンヌプリの良質な伏流水に恵まれたこの地での挑戦を決めました。また、多くの外国人観光客が訪れるインバウンドの拠点であることも、この地が選ばれた大きな理由の一つだそうです。
設備面では、1バッチ麦芽1トンの仕込み規模を誇ります。特筆すべきは、発酵槽に北米産の「ダグラスファー(米松)」を使用している点です。ステンレス製よりもクリーンでフルーティーなエステル香を生み出すことができるそうで、木製ならではの味わいの深まりが期待できますね。蒸留器はスコットランドのフォーサイス社製で、初留はストレート型、再留はバルジ型という組み合わせです。

ニセコ蒸留所の仕込み量はワンバッジ麦芽1トン。ポットスチルはフォーサイス社製で初留・再留1基ずつ。熟成庫はダンネージ式で500樽が貯蔵可能。
発酵槽は北米産のダグラスファー。ステンレス製よりもクリーンでエステリーなウイスキーが造れるとのこと。

待望のウイスキーのリリースは2025年以降を予定していますが、現在はニセコのボタニカルを活かした「ohoro GIN(オホロジン)」が先行して人気を集めています。蒸留所内にはスタイリッシュなバーカウンターがあり、このジンを使ったカクテルはもちろん、グループの八海山やライスウイスキー、焼酎なども有料試飲で楽しめますよ。
観光の合間に立ち寄りやすいビジター設備が充実しているのも魅力です。事前予約制のガイドツアーでは、蒸留工程の解説や貯蔵庫の見学ができるほか、ショップでは燕三条の金物といった国内各地の伝統工芸品も展示販売されており、日本の魅力を発信する場にもなっています。
世界が注目するニセコの風土が、これからどんなウイスキーを育て上げていくのか、その進化が本当に楽しみな蒸留所ですね!
ニセコ蒸留所|おすすめのクラフトジン「ohoro GIN (オホロジン)」

ohoro GIN (オホロジン)

8,苫小牧蒸留所
オーナー:ベンチャーグレイン株式会社
創業年:2026年1月
所在地:北海道苫小牧市柏原
公式HP:なし
世界中のウイスキー愛好家から「イチローズモルト」として熱狂的な支持を受けるベンチャーウイスキー。その新たな伝説の幕開けとなるのが、北海道苫小牧市の東部地域(苫東)に誕生した「苫小牧蒸留所」です。
2026年1月13日、ついにこの巨大なプロジェクトが本格稼働を開始しました。2023年の着工以来、多くのファンがこの「第3の拠点」の動向を見守っていましたが、ついにその産声が上がったわけです。
この蒸留所の最大の使命は「グレーンウイスキー」の製造に特化することにあります。
これまで秩父の第1・第2蒸溜所ではモルトウイスキーを造ってきましたが、この苫小牧でグレーン原酒を自社生産することで、日本のクラフトウイスキー界としては極めて珍しい、自社原酒のみで完結する「ピュアなジャパニーズブレンデッドウイスキー」の製造が可能になります。
総投資額は約10億円とも言われており、これは単なる施設の増設ではなく、日本のクラフトウイスキーが「モルト」と「グレーン」の両輪を自ら回し始めるという、業界の常識を覆すほどのパラダイムシフトなのです。
立地環境も、まさにウイスキー造りのために選ばれたような場所です。約6.6ヘクタール(そのうち製造施設が3.3ヘクタール)という広大な敷地は、苫小牧港や新千歳空港からのアクセスも良く、輸送効率は抜群。さらに、樽前山系から湧き出る豊かな伏流水を使用できるという、自然の恩恵もたっぷり受けています。代表の肥土伊知郎氏が「求めるすべての条件が揃っていた」と語る通り、まさに理想の地といえるでしょう。
設備面でのこだわりも群を抜いています。最も注目すべきは、スコットランドのフォーサイス社から導入した「カフェスチル(連続式蒸留機)」です。
現代の効率を重視した蒸留機とは異なり、19世紀の設計を汲むこの旧式の蒸留機は、アルコール純度を高めすぎないことで、トウモロコシなどの原料由来の甘みや穀物の豊かな香りを原酒にしっかりと残してくれます。
原料は北米産のデントコーンを主軸に、六条大麦や二条大麦の麦芽を8対2の絶妙な比率で配合。こうして造られるグレーン原酒は、決してモルトを薄めるための「脇役」ではなく、イチローズモルトのフレーバーを支える「対等な主役」として設計されています。なお、現在は米国産トウモロコシと英国産大麦で仕込んでいますが、将来的には北海道産のトウモロコシで仕込む予定だとか。
発酵槽はステンレス製で15基、蒸留にはフォーサイス社製のコフィー式連続式蒸留機を採用し、粗留塔と精留塔の2塔式で年間240万リットルの生産を計画。秩父第一及び第二蒸留所のモルト生産拠点の合計(約31万リットル)の約8倍という圧倒的なキャパシティを誇ります。
これだけの生産力があれば、自社製品への使用はもちろん、将来的には国内の他メーカーとの「原酒交換」や、単体での「シングルグレーン」としてのリリースなど、日本のウイスキーシーン全体の「ジャパニーズ化」を牽引する巨大なインフラとしての役割も期待されています。広大な敷地には、今後数年ごとに1棟ずつ熟成庫を増設していく計画もあるそうです。
日本のクラフト界を背負って立つベンチャーウイスキーが、北海道の地で紡ぎ出す新たな香味の物語。この苫小牧産のグレーンが秩父産のモルトと出会い、至高のブレンデッドウイスキーとして私たちの元に届く日が、今から本当に待ち遠しくてたまりません。
9,Taiki Cosmic Glen Distillery

オーナー:Taki Cosmic Glen distillery
創業年:2025年
所在地:北海道大樹町
公式HP:https://www.facebook.com/p/%E6%A0%AA%E5%BC%8F%E4%BC%9A%E7%A4%BETaiki-Cosmic-Glen-Distillery-61568956392212/?_rdr
北海道十勝地方の南部、広大な十勝平野と太平洋、そして日高山脈に囲まれた自然豊かな大樹町(たいきちょう)。古くから酪農や農業が盛んなこの町は、1980年代から「宇宙のまちづくり」を掲げ、航空宇宙産業の拠点としても知られています。そんな「宇宙のまち」に、2025年に産声を上げた非常にユニークな蒸留所が、この「Taiki Cosmic Glen Distillery(タイキ・コスミック・グレン・ディスティラリー)」です。
この蒸留所が掲げるコンセプトは、驚くほど徹底しています。それは、「100%大樹町産のジャパニーズウイスキー」を造ること。
通常、ウイスキーの原料は海外から輸入することが多いのですが、ここでは地元大樹町産のデントコーンを主原料に据える計画です。さらに、ウイスキーにスモーキーな香りをつける「ピート(泥炭)」までも地元産を採用するというこだわりぶり。地元のピートが、どのような風味の魔法をかけてくれるのか、ウイスキーファンならずともワクワクしてしまいますよね。
仕込み水には、日本一の清流とも称される歴舟川(れきふねがわ)の伏流水を使用し、熟成に使う樽まで大樹町産のミズナラ材で造るという徹底した「テロワール」の追求が行われています。自社の専用農場で原料の栽培から収穫、そして蒸留までを一貫して行う「ファーム・ディスティラリー(農場型蒸留所)」というスタイルは、まさに土地の個性をそのままボトルに詰め込む挑戦と言えるでしょう。
プロジェクトを支える顔ぶれも非常に豪華です。取締役には、実業家の堀江貴文氏(ホリエモン)をはじめ、「マスター・オブ・ウイスキー」の称号を持つ静谷和典氏が名を連ねており、アドバイザーとしてロバート・ストックウェル氏も参画しています。堀江氏が関与していることもあり、宇宙開発が進む大樹町の地域性を活かした「宇宙×ウイスキー文化」の融合という、壮大で夢のある構想も発表されています。
製造面では、特注のハイブリッドスチルを導入しています。デントコーンを主原料とするため、これまでにない新しいスタイルのグレーンウイスキーが登場する可能性が高そうです。ファーストリリースは2028年頃を見込んでいるとのこと。
また、ここは単にウイスキーを造る場所だけでは終わりません。敷地内にはラグジュアリーな宿泊施設や、地元の新鮮な食材を堪能できる「オーベルジュ」の運営も計画されています。ウイスキーの香りに包まれながら、大樹町の豊かな食と宇宙へのロマンを感じる……そんな体験型の観光拠点として、町全体を巻き込んだ地域活性化の起爆剤になることが期待されています。
「日本一の清流」と「宇宙」のまちから生まれる、100%地元のウイスキー。2028年にその封が切られる時、一体どんな「コスミック(宇宙的)」な味わいが広がっているのか、今から楽しみでなりませんね!
11.ディ・トリッパー蒸留所

ウイスキーボトラーズ「ビハイン・ド・カスク」が北海道函館市で設立した蒸留所。
ビハイン・ド・カスク(BEHIND THE CASK)は2020年に青森で創業し、2022年に函館に移転。ウイスキーのオリジナル輸入商品を展開すると同時に、日本ワイン製造会社の旧醸造所を引き継ぎ、函館の観光地としても知られる元町に「ディ・トリッパー蒸留所」を新設。2023年11月にウイスキー製造免許を取得し、同年12月から蒸留を開始しています。
ディ・トリッパー蒸留所」の名前の由来は、1854年にペリー提督が率いる黒船が函館に来航した際の遠征記録に基づいています。
その際、函館の地名を英語で表記した際に使われた「Hakodadi」から、蒸留所の名前に「Di」が取られています。函館への旅行者や船乗り、そして東洋と西洋をつなぐ架け橋であり、過去、現在、未来をつなぐ深い思いを表しているそうです。

ディ・トリッパー蒸留所では、国産モルトを原料に「グレーンウイスキー」を製造しています。北海道産の二条大麦「りょうふう」を使用。契約農家からの買い付けており、ウイスキーとしては珍しく、収穫年をヴィンテージ化。製品のラベルには、大麦の収穫年(HARVEST)と蒸留年(DISTILLED)の両方のヴィンテージが記されます。
ウイスキーを工業製品ではなく、あくまでも「農作物」として扱う概念は、ウイスキーの「テロワール化」が進むウイスキー業界においては珍しいことではありませんが、日本の蒸留所ではまだ、国産原料にこだわる動きは少ないのが現状です。国産原料にこだわる方針は素晴らしいですね。
年間生産量は6000リットル。2025年には、蒸留所のファーストリリース「HARVEST-22.1」を全国発売しました。
【2026年版】日本のウイスキー蒸留所|全126カ所を解説|岩手県
11,南部美人 本社蔵(NANBUBIJIN DISTILLERY)
オーナー:南部美人
創業年:2023年
所在地:岩手県二戸市福岡上町13
公式HP:https://www.nanbubijin.co.jp/company/
岩手県二戸(にのへ)市、1902年の創業以来「品質一筋」を家訓に掲げてきた老舗酒蔵「南部美人」が、新たな歴史を刻み始めました。それが2023年に誕生した、岩手県初のウイスキー蒸留所「NANBUBIJIN DISTILLERY(南部美人 本社蔵)」です。同年9月からシングルモルトウイスキーの製造を開始しています。その他、クラフトジンやウォッカも製造しています。
日本酒の最高峰「チャンピオン・サケ」を受賞するなど、世界62か国で愛されている南部美人が、なぜウイスキー造りに挑戦したのでしょうか。そのきっかけは意外にも、2020年からのコロナ禍における消毒用アルコールの生産にありました。
そこから初の蒸留酒である「クラフトジン」や「クラフトウォッカ」が誕生し、五代目蔵元・久慈浩介氏が蒸留酒の深遠な魅力、特に「熟成」が鍵を握るウイスキーの世界に魅了されたことが、すべての始まりだったそうです。
「南部美人 本社蔵(NANBUBIJIN DISTILLERY)」が目指すのは、ズバリ「日本酒の世界観を表現するジャパニーズウイスキー」。
そのこだわりは徹底しており、原料の麦芽はスタート時点からすべて日本産、現在はさらに踏み込んで「東北産麦芽」を使用しています。仕込み水も、120年以上守り続けてきた蔵敷地内の「折爪馬仙峡(おりつめばせんきょう)伏流水」を使用。この水は、夏には100万匹ものヒメボタルが舞う美しい山からもたらされる、まさに不変の恵みです。
驚くべきは、日本酒蔵ならではの技法と環境の活用です。発酵には、蔵に代々住み着く「家付き」の酵母から分離した「南部美人酵母」を、ウイスキー用酵母と組み合わせたハイブリッド形式で使用。熟成場所には、かつて日本酒が眠っていた古い「蔵」をリノベーションした貯蔵庫を使っています。
設備面では、日本産にこだわっています。「横山エンジニアリング」の銅製ポットスチル1号機を採用。熟成に使う樽も多彩で、バーボンやミズナラ、シェリーに加え、地元二戸が日本一の生産量を誇る「漆(うるし)」の木を使った樽の研究開発も世界で初めてスタートさせています。
「綺麗で美しい」という日本酒と同じテーマを掲げた南部美人のウイスキー。2024年12月からは本社蔵にて熟成途中の原酒の有料試飲が始まっており、製品としての正式な発売は早くても2027年頃になる見込み。
五代目と六代目の親子二代にわたって受け継がれていくこの挑戦。岩手の大自然が凝縮されたその一滴が、世界へ羽ばたく日が本当に待ち遠しいですね!
【2026年版】日本のウイスキー蒸留所|全126カ所を解説|宮城県
12,宮城峡蒸留所

オーナー: ニッカウヰスキー
創業年:1969年
所在地:宮城県仙台市青葉区ニッカ1番地
公式HP:https://www.nikka.com/distilleries/miyagikyo
宮城峡蒸留所は余市蒸留所とは異なるタイプのウイスキーをつくるためにつくられました。穏やかな空気をまとった、緑豊かな森に囲まれた蒸留所。こうした環境で育ったウイスキーは間違いなくおいしくなります。
竹鶴の理想とするブレンデッドウイスキーの原酒には、余市のようなヘビーなピーテッドタイプの他、ライトでクセの少ない華やかなタイプのモルトウイスキーも必要でした。そんなウイスキーをつくるため、数ある候補地の中からマッサンが選んだのは宮城県にある広瀬川と新川という二つの清流に恵まれた土地。
初めて訪れた際に、川の水でブラックニッカを割って飲み、その場で蒸留所の建設を決めたというエピソードはあまりにも有名です。

ピート麦芽での仕込みを行う余市に対し、宮城峡で使用する麦芽はライトピーテッドとノンピートが主体です。 クセの少ないスコットランド・ローランド地方のモルトウイスキーを意識して造られています。
ポットスチルも正反対で、余市は小さなストレートヘッド型のスチルで蒸留を行っていますが、宮城峡は巨大なバルジ型ポットスチル。ラインアームも上向き。スチームでの間接加熱で蒸留されたスピリッツは、フルーティーでモルティー。柔らかな味わいでクリーン。すっきりとしたニューポットを生み出します。
また、加熱方式も世界的に稀である石炭直火焚き蒸留の余市に対し、宮城峡は一般的なスチーム加熱。(余市の加熱温度は800~1200℃、宮城峡は約130℃)

宮城峡蒸留所の特徴としては、現在は世界的にもあまり利用されていない「カフェ式連続式蒸溜機」でグレーンウイスキーの生産も行っているところ。
この蒸留器は1963年、当時の西宮工場に導入された後1999年2年に宮城峡へ移設。カフェ式連続式蒸溜機は通常のものよりもフレーバーを豊かに抽出する特性をもっており、グレーンウイスキーはもちろん、モルトウイスキー、ジン、ウォッカの蒸留にも使用されています。
ウイスキーの熟成庫は伝統的なダンネージ式が24棟。これをメインで使用していますが、2021年に24段からなる「ラック式オートメーション貯蔵庫」が完成したことで、原酒の貯蔵能力は格段に上がっています。
蒸留所の最寄り駅はJR仙山線「作並駅」。仙台駅から40分程。土・日・祝日は、JR作並駅から宮城峡蒸溜所行きの無料シャトルバスが運行しており、片道約7分で行くことができます。

2017年にはビジターセンターが新設され、プロジェクションマッピングを駆使したシアターや、宮城峡蒸溜所の歴史、ウイスキーの製造工程が学ぶことができます。楽しくて魅力的な蒸留所ですね。余市と同様、おみやげ売り場には限定ボトルやオリジナルのおつまみを販売しています。
2022年には東日本大震災で被災した土地で栽培した「希望の大麦」を使用したウイスキー造りをスタートさせています。伝統的なウイスキー造りと新たな挑戦も始めた宮城峡蒸留所。ぜひ一度行ってみて下さい♪
宮城峡蒸留所|おすすめのウイスキー

宮城峡10年
![]()
宮城峡10年

シングルモルト宮城峡

シングルモルト宮城峡


ニッカ カフェグレーン

ニッカ カフェグレーン

【2026年版】日本のウイスキー蒸留所|全126カ所を解説|山形県
13,月光川蒸留所

山形県酒田市で190年以上の歴史を誇る老舗日本酒蔵「楯の川酒造」が、新たな挑戦として山形県遊佐町に設立したのが「月光川(がっこうがわ)蒸留所」です。純米大吟醸「楯野川」で培われた190年以上の伝統と技術を背景に、2023年から本格的なウイスキー造りをスタートさせました。
月光川蒸留所が位置するのは、山形県北部、日本海に面した遊佐町の吹浦(ふくら)地区。美しい防砂林に囲まれたこの地には、蒸留所名の由来にもなった清流・月光川が流れています。仕込み水には、名峰・鳥海山を源とする月光川水系の伏流水を使用。この清らかな軟水が、ウイスキーの繊細な味わいの土台を支えています。原料には、イギリスのポールズモルト社製のノンピート麦芽を選び、1バッチ500kgという規模で丁寧に仕込まれています。
ここでのウイスキー造りの面白いポイントは、日本酒造りの緻密な知見が設備にも反映されている点です。例えば発酵槽には、新洋技研工業製の最新サーマルタンクを5基導入しており、なんと0.1度単位という驚くほど精密な温度管理が可能です。
一度の糖化で得られた2,700リットルの麦汁を発酵槽に投入し、ディスティラリー酵母やエール酵母、さらには自家培養酵母を巧みに併用することで、多層的な香味を引き出しています。

蒸留器(ポットスチル)は、日本の職人技が光る三宅製作所製を採用。初留2,400リットル、再留1,200リットルの2基が、美しい原酒を日々生み出しています。
熟成はバーボン樽をメインに使用しており、2024年に完成した第1ウェアハウス(貯蔵庫)は、伝統的なダンネージ式と機能的なラック式を併用し、2,000樽もの収容力を誇ります。まさに「熟成の時」を待つ準備は万全といったところですね。
リリースの歩みも順調で、2024年と2025年の3月には、それぞれの年の個性を映し出した「ニューポット」が発売されました。そしていよいよ2026年には、待望の「月光川 ニューボーン 2026 エディション」の発売も予定されており、ファンの間でも期待が大きく膨らんでいます。
さらに2025年からは、蒸留所の魅力を直接体験できる見学ツアーもスタートしました。毎週月・水・金・土曜に開催されており、蒸留棟や貯蔵棟を間近で見学した後は、ゲストルームでのテイスティングを楽しむことができます。ギフトも用意されているとのことなので、ウイスキー好きなら一度は訪れてみたい場所ですね。
老舗酒蔵のプライドと最新技術が、遊佐の豊かな水と出会ってどんな物語を紡いでいくのか、これからの展開から目が離せません!
14,遊佐蒸留所

山形県初の本格的なモルトウイスキー蒸留所として、2018年に産声を上げたのが「遊佐(ゆざ)蒸溜所」です。背後に聳えるのは、日本百名山の一つ、鳥海山(ちょうかいさん)。静かな田園風景に包まれたこの場所は、まさに「米どころ山形」を象徴するような、豊かな実りを感じさせる穀倉地帯に位置しています。
以前までは、山形といえば日本酒や焼酎のイメージが強かったですが、今やウイスキーファンにとっても見逃せない「聖地」の一つになりつつありますね。
この新しい挑戦を始めたのは、地元で長く愛されてきた焼酎メーカー「金龍」。驚くべきは、その現場でウイスキー造りを一から教わったのが、酒造り未経験だった二人の若い女性スタッフだったということ。
彼女たちは、スコットランドの名門・フォーサイス社の技術者から直接指導を受け、「地元を盛り上げ、世界一のウイスキーをつくる」という熱い想いを胸に、2018年11月に蒸留をスタートさせました。未経験からのスタートながら、その情熱が生み出す一滴には、多くのファンが心を打たれています。

出典:https://yuza-disty.jp/company/
設備面では、北海道の厚岸蒸留所と同じく、フォーサイス社によるトータルプランニングが行われています。仕込みは1トンバッチで、麦芽は主にスコットランド産のロリエット種を使用。ノンピーテッドをメインにしつつ、ピーテッド麦芽の仕込みも行われています。水は鳥海山の伏流水を源とする、硬度46mgの柔らかな水を使用。この豊かな自然の恩恵を受けた水が、遊佐の個性を形作る重要な要素となっています。
また、発酵槽にはカナダ産のダグラスファー(ベイマツ)を使用しており、木製ならではの複雑な風味が原酒に深みを与えています。ポットスチルは、初留がストレート型、再留がバルジ型で、下向きの比較的長いラインアームが採用されているのが特徴です。
熟成庫は4段積みの伝統的なダンネージ式で、2023年時点ですでに3000樽以上を保有しており、バーボンバレルを中心に、ミズナラやワイン樽など多彩な原酒が、庄内平野の四季の中でゆっくりと眠っています。
遊佐蒸溜所のポリシーで興味深いのが、「ニューポット(蒸留したての透明な酒)は販売せず、しっかり熟成させたシングルモルトからデビューする」と決めていたことです。その言葉通り、2022年2月に「ファーストエディション2022」を発売。それ以来、毎年数種類の数量限定ボトルを世に送り出し、着実にその評価を高めてきました。
2024年からは、自社モルトと国内他社のグレーン原酒をブレンドした「クラシカルブレンド」を発売するなど、ブレンデッドの分野にも活動の幅を広げています。
さらに2025年に入ると、3月に「シグネチャー・ブレンド」、6月には初の熟成年数表記となる「Yuza 6年」をリリースするなど、その進化のスピードは留まるところを知りません。
山形から世界へという挑戦は、今まさに加速しています。東北を代表する、いや、日本を代表するウイスキーとしての地位を確固たるものにする日は、そう遠くなさそうですね!
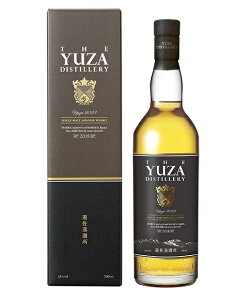
遊佐蒸溜所|おすすめのウイスキー
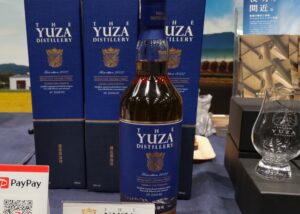
YUZA シングルモルト ジャパニーズウイスキー 2025

YUZA シングルモルト ジャパニーズウイスキー 2025


YUZA シングルモルト ジャパニーズウイスキー 2024

YUZA シングルモルト ジャパニーズウイスキー 2024

YUZA クラシカルブレンド

YUZA クラシカルブレンド

YUZA シングルモルト ジャパニーズウイスキー 2023
YUZA シングルモルト ジャパニーズウイスキー 2023

YUZA シングルモルト ジャパニーズウイスキー サードエディション2023

YUZA シングルモルト ジャパニーズウイスキー サードエディション2023

【2026年版】日本のウイスキー蒸留所|全126カ所を解説|福島県
15,玉野アセンド蒸留所
オーナー:CTIアセンド
創業年:2024年
所在地:福島県相馬市玉野字町74
公式HP:https://tamano-ascend-distillery.jp/
福島県の「浜通り」に位置する相馬市玉野地区。豊かな里山の風景が広がるこの地に、2023年に誕生したのが「玉野アセンド蒸留所」です。この蒸留所は、これまでのウイスキー造りの常識とは一線を画す、非常にユニークな背景を持っています。
まず驚くのが、その運営母体。創業したのは、日本を代表する建設コンサルタント会社である「株式会社建設技術研究所(CTI社)」。同社の社内ベンチャーとしてスタートしたこのプロジェクトを牽引し、所長を務めるのは渡邉暁人氏です。渡邉氏は東京大学の大学院時代から都市型下水道の汚泥処理を研究してきたという、ウイスキー界では異色の「水の浄化と循環」のスペシャリストなんです。
なぜ建設コンサルタントがウイスキーなのか?
その根底には、東日本大震災で被災した相馬地区の農業復興と、地域経済を活性化させたいという強い願いがありました。「アセンド(ASCEND)」という名前には、Agriculture(農業)、Sustainability(持続可能性)、Circular Economy(循環型経済)、Development(発展)という、未来を見据えた4つのメッセージが込められています。
その理念を体現するように、ここでは原料の栽培から自分たちの手で行う「農場型蒸留所」のスタイルを徹底しています。近隣の2.5ヘクタールの農地でデントコーンを、1ヘクタールでライ麦を栽培しており、スタッフ自らがトラクターを駆って土壌改良から施肥、収穫までを行っています。さらに大麦には茨城県産の「ミカモゴールデン」を採用し、原料となる穀物はすべて国産という、日本のグレーンウイスキーとしては極めて画期的な試みに挑んでいます。
玉野アセンド蒸溜所の建物自体も非常にノスタルジック。使われているのは、閉校して間もない「玉野小学校」の校舎。かつて子供たちの給食を作っていた「給食室」を改造し、そこにコンパクトな製造設備を収めています。
小さなハンマーミルやクッカー、2基のウォッシュバック、そして蒸留器に至るまで、すべての設備は中国製を採用しており、限られたスペースを最大限に活かした効率的な配置がなされています。
玉野アセンド蒸溜所が造るのは、トウモロコシとライ麦、そして大麦麦芽を原料とした「バーボンタイプ」のグレーンウイスキーです。1バッチは約230〜240kgという小規模な仕込みで、クッカーに投入した原料を濾過せずにそのまま発酵槽で発酵させるという、素材の味わいをダイレクトに活かす製法をとっています。酵母にはバーボンウイスキー用のドライイーストを使い、じっくり4〜5日かけて発酵させることで、力強いモロミを作り出します。
2024年7月から始まった蒸留作業は、週2回のペースで着実に行われており、年間約60樽ほどの原酒が生産されています。そしていよいよ2026年3月には、蒸留したての「ニューメイク」と、1年間の熟成を経た「ニューボーン」の発売が予定されています。
汚泥処理の研究者が、廃校の給食室から生み出す「循環型」のウイスキー。異色の技術者が描く、農業と蒸留の新しい形がどのような味わいとなって結実するのか、今まさにその歴史が動き出そうとしています!
16,天鏡蒸留所
福島県耶麻郡磐梯町(ばんだいまち)、名峰・磐梯山の麓にある「栄川(えいせん)酒造」の酒蔵内に、並々ならぬ想いが詰まった蒸留所があります。それが、2023年に完成し、2024年9月から本格稼働を始めた「天鏡(てんきょう)蒸溜所」です。
この蒸留所の物語を語る上で欠かせないのが、創業者の故・小池駿介氏の存在です。福島や北関東を中心にスーパーマーケットを展開する「リオン・ドール」の3代目だった小池氏は、留学先のロンドンでスコッチウイスキーの虜になりました。その後、本場スコットランドで60近くもの蒸留所を巡り、自らの手で地元・会津に本格的なウイスキーを造るという大きな夢を抱いたのです。
しかし、蒸留所の完成を目前に控えた2022年、小池氏は北海道・知床での海難事故に遭い、28歳という若さで帰らぬ人となってしまいました。現在の蒸留所は、そんな彼の情熱とこだわりを遺されたスタッフたちが受け継ぎ、亡き創業者の想いを乗せて動いています。
天鏡蒸溜所の設備は、小池氏が自らスコットランドのフォーサイス社に依頼した、まさに「こだわりの結晶」です。まず、麦芽の粉砕には名機中の名機とされるポーティアス社製のモルトミルを使用。1バッチ1トンの仕込みでは、イギリス・クリスプ社の麦芽だけでなく、地元会津産の二条大麦も使用しており、テロワールへの意識も非常に高いのが特徴です。
製造工程も非常に贅沢で、多様な原酒を造り分けるための工夫が随所に凝らされています。発酵槽は、クリーンな仕上がりのステンレス製と、複雑な風味を生み出すオレゴンパイン製の2種類を5基ずつ、計10基備えています。
さらに、4基あるポットスチルのうち、初留釜2基は昔ながらの「ガス直火焚き」を採用。冷却装置についても、重厚な酒質を生む「ワームタブ」と、華やかな香りを残す「シェル&チューブ」の2タイプを使い分けています。これら「発酵槽の材質 × 加熱方式 × 冷却方式」の組み合わせにより、なんと4種類もの異なるキャラクターの原酒を造り出すことが可能なんです。冷却水に磐梯山の豊かな湧水を使用している点も、会津の風土を感じさせますね。
リリースの歩みとしては、2024年9月に、創業者の意向でスコットランドから仕入れたニューメイクを会津の地で樽詰めした「ブレンデッドウイスキー 風 ファウンダーズセレクション2024」を発売しましたが、こちらは短期間で完売するほどの大きな反響を呼びました。
気になる自社蒸留のシングルモルトについてですが、なんと「蒸留開始から最短でも10年後」のリリースを予定しているとのこと。妥協を許さず、じっくりと時をかけて最高の一滴を造り上げる。10年の歳月を経てどのような輝きを放つのか。その未来を想像するだけで、胸が熱くなりますね。
17,安積蒸留所

笹の川酒造は1765年に福島県郡山市で創業した老舗の蔵元。終戦直後の1946年にウイスキーの製造免許を取得し、代表的な銘柄「チェリーウイスキー」は1980年代に一世を風靡しました。
当時は「北のチェリー」と称された笹の川酒造でしたが、その後80年代以降はウイスキー需要の低下に伴い、1989年にはウイスキーの製造を停止。そしてウイスキーの需要増加を受け再び生産開始に乗り出すことになります。

安積蒸留所の創業は2016年。笹の川酒造の敷地内にあった古い蔵を改装し、ウイスキーの製造を再開。マッシュタンとポットスチルは共に2基ずつ。制作は三宅製作所。仕込みは1バッチで麦芽400キロ。
大麦麦芽は、イギリス産ノンピーテッド麦芽と50ppmのヘビリーピーテッド麦芽などを使用しています。

熟成にはミズナラ樽、ワイン樽、ラムカスクなど様々な樽が使われています。また、新しく木桶発酵槽を導入。酵母はアメリカのディスティラリー酵母を主に使用していますが、老舗の蔵元らしく、試験的に清酒酵母などでも仕込みを行っており、他の蒸留所とは違ったユニークなウイスキー製造にも力を注いでいます。
熟成庫は固定ラック式(第一熟成庫)と、2021年に完成したばかりの移動ラック式となる第二熟成庫があります。2棟合わせて1600樽を貯蔵することができます。

生産開始から3年後の2019年12月に「安積THE・FIRST」を発売。2020年の12月にはフェノール値50 ppm ではへビリーピーテッドタイプの「安積 ピーテッド」がリリースされました。ちなみに蒸留所名の「安積(あずみ)」は、この辺りの昔の地名。万葉集にも歌われている由緒ある土地となっています。
敷地内にひときわ目立つ緑色の建物の中には、戦前から使用されていたアロスパス式の連続式蒸留機(フランスのメル社が開発したもので、主にグレープスピリッツを蒸留に利用するための蒸留器)が入っています。現在は稼動していませんが、国内でも僅かしか残っていないレトロな設備。見てみたいものです。
2022年には複数のシングルモルトのリリースを行い、定番品はまだありませんが積極的に商品を展開しています。老舗メーカーとして、これからも本格的なウイスキーを造り続けて欲しいですね。
安積蒸留所|おすすめのウイスキー

YAMAZAKURA 安積 2024 EDITION

YAMAZAKURA 安積 2024 EDITION

PURE MALT YAMAZAKURA(ピュアモルト ヤマザクラ)

PURE MALT YAMAZAKURA(ピュアモルト ヤマザクラ)

安積蒸留所 &4(アンドフォー)ブレンデッドウイスキー

安積蒸留所 &4(アンドフォー)ブレンデッドウイスキー

シングルモルト 安積 ピーテッド 1st Wooden Washback

シングルモルト 安積 ピーテッド 1st Wooden Washback

【2026年版】日本のウイスキー蒸留所|全126カ所を解説|茨城県
18,高藏蒸留所

茨城県水戸市で江戸時代から続く老舗の酒類メーカー、明利酒類(めいりしゅるい)のウイスキー生産拠点が、この「高藏(たかぞう)蒸留所」です。
実は、明利酒類のウイスキー造りには波瀾万丈な歴史があります。1952年に一度はウイスキー製造を開始したものの、わずか数年後に火災に見舞われ、ウイスキー造りを断念せざるを得なくなりました。しかし、諦めることなく時を経て、2022年9月、実に約60年という長い歳月を経てついに蒸留を再開。まさに「復活(Reborn)」という言葉がふさわしい蒸留所ですね。
仕込み水には、地元を流れる那珂川(なかがわ)水系の伏流水を使用しています。硬度は89〜89.8度の中硬水(または中軟水)で、これがウイスキーの土台となる味わいを形作ります。原料には、イギリス産のロリエット種やクリスプ社製のノンピーテッド麦芽を採用。1バッチ400kgという規模で、新しく導入された1,900リットルのステンレス製マッシュタン(糖化槽)が活躍しています。
明利酒類といえば、日本酒の世界では「発酵技術」の大家としてあまりにも有名です。全国の酒蔵で使われ、数々の金賞をもたらしてきた通称「金賞酵母(小川酵母やM310酵母)」を開発したのもこの蔵元その卓越した技術力はウイスキー造りにも惜しみなく注がれており、足掛け3年以上の研究を経て開発されたウイスキー専用のオリジナル酵母「T310」の使用を、2026年1月から開始しました。酒蔵としての誇りと最先端の研究成果が、この「T310」という一滴に凝縮されているわけですね。
蒸留設備も非常に独創的です。ポットスチルは一見ステンレス製に見えますが、内部に「銅」を組み入れるというカスタマイズが施されており、ステンレスの清涼感と銅による触媒効果を両立させた、独自のウイスキー仕様に仕上げられています。
再留には焼酎用の蒸留器を応用している点も、多種多様なお酒を造り続けてきた老舗ならではの知恵ですね。また、大麦麦芽を用いたモルトウイスキーだけでなく、同じ設備で米を原料としたグレーンウイスキーを造っている点も、日本の伝統と洋酒文化の融合を感じさせます。
熟成に使われる樽のバリエーションも実に豊かです。バーボン樽やシェリー樽、ミズナラ樽といった定番に加え、特に注目したいのが自社のプラムワイン(梅酒)樽。これは2008年の全国梅酒大会で日本一の称号に輝いた「百年梅酒」を長期間貯蔵していた貴重な樽で、ここにしかない独特のフルーティーな余韻を原酒に与えてくれます。
2025年には2年熟成の原酒を使用した「高藏 Reborn Aged 2 Year First Fill Bourbon Barrel」を発売し、大きな話題を呼びました。蒸留所の見学は月1回程度、不定期で開催されているとのことですので、気になる方はぜひチェックしてみてください。
60年の眠りから覚め、伝統の発酵技術と独自の熟成樽で挑む高藏蒸留所。水戸の地から生まれる新たな「和のウイスキー」が、今後どのような進化を遂げていくのか本当に楽しみです!
19,八郷蒸留所

「常陸野ネストビール」で世界的な知名度を誇る木内酒造。2020年に稼働させたのが、茨城県石岡市にある「八郷(やさと)蒸留所」です。この地は、みかん栽培の北限かつ、りんご栽培の南限という、一年を通して果実が豊かに育つ極めて珍しい農業地帯で、そんな自然の恵みをウイスキーに反映させるべくこの場所が選ばれました。
蒸留所の建物は新築ではなく、昭和40年代に建てられた古い公民館を再利用しているのが大きな特徴です。外観は一見するとウイスキー蒸留所とは思えない「公民館らしさ」が残っており、それがかえってクラフト蒸留所としての独自の個性を醸し出しています。約2000坪という広大な敷地の中で、ビールや清酒、梅酒、ワインまで手がける木内酒造の技術の粋が集められています。

八郷蒸留所の最大の特徴は、既存の枠にとらわれない「多様な穀物」を原料としたウイスキー造り。大麦麦芽だけでなく、小麦、米、そば、さらにはトウモロコシなど、さまざまな原料を使って新しいウイスキーの形を追求しています。
例えば「日の丸ウイスキー Kome」は、原料に酒米を30%近く使用したユニークなグレーンウイスキーとして定番化されています。
製造設備にも強いこだわりが見られます。ポットスチルは初留・再留ともにスコットランドのフォーサイス社製ストレートヘッド型を使用しています。さらに2022年からはドイツ製のハイブリッドスチルを導入し、グレーンウイスキーの製造も本格化させています。
発酵槽は、ステンレス製に加え、ヨーロピアンオーク(スロヴェニア産・フランス産ミックス)やフランス産アカシア材など、木製発酵槽を積極的に採用。一般的なディスティラリー酵母に加え、自社培養のオリジナル酵母も使用。長年ビールや清酒を造り続けてきたメーカーとしてのノウハウが、ここでもいかんなく発揮されています。
熟成の工程も独創的です。モルトウイスキーには伝統的な「ダンネージ式」を、グレーンウイスキーには「パラタイズ式」という、樽をパレットの上に縦置きに並べる手法を使い分けています。このパラタイズ式は、アイリッシュやカナディアンウイスキーの一部でも見られるスタイルで、八郷の多彩な原酒造りを支えています。

リリースの歩みも非常にスピーディーです。2022年に第1弾となる「The 1st Edition」を発売して以来、2024年には待望の定番商品「Signature 1823」や「Sakura Ra(さくら・ら)」が登場しました。特に、茨城県内で契約栽培された国産大麦を50%以上使用したものは「常陸野」シリーズとしてブランド化されており、2025年11月には「日の丸ウイスキー 常陸野 シェリーカスク 2026 Edition」が発売されるなど、ラインナップを拡充させています。
また、東京・秋葉原にある「常陸野ブルーイング 東京蒸溜所」などの直営レストランでは、これら「日の丸ウイスキー」をリーズナブルな価格で試飲・堪能することができます。茨城の豊かな風土と、老舗酒造メーカーの自由な発想が融合したこの蒸留所は、日本のクラフトウイスキー界を牽引する重要な存在となっています。
八郷蒸留所|おすすめのウイスキー

日の丸ウイスキー Signature 1823

日の丸ウイスキー Signature 1823

日の丸ウイスキー Sakura Ra

日の丸ウイスキー Sakura Ra

【2026年版】日本のウイスキー蒸留所|全126カ所を解説|栃木県
20,Stork Valley Distillery

オーナー: 安井商店
創業年:2023年
所在地:栃木県小山市神鳥谷4丁目1番53号
公式HP:https://www.stork-valley-distillery.com/
栃木県小山市に拠点を置く「STORK VALLEY DISTILLERY(ストークバレー蒸留所)」は、環境への配慮と地域の文化を融合させた、非常に志の高い蒸留所です。酒類卸を営む安井商店によって設立され、2023年12月から待望のウイスキー造りをスタートさせました。
この蒸留所の最大の驚きは、日本初となる「製造時のCO2排出ゼロ」を実現している点。
一般的な蒸留所では化石燃料を熱源とするのが主流ですが、ここでは蒸留・熟成・瓶詰めまでの全工程で100%電気のみを使用しています。さらに、その電力も「グリーン電力証書」を通じて再生可能エネルギーで賄っているという徹底ぶり。まさに、次世代のスタンダードを切り拓く「クリーンな蒸留所」なんです。
熟成の環境もまた、物語に満ちています。小山市で製造された原酒は、日光市文挟(ふばさみ)地区に新設された熟成専用施設「日光エイジングセラー」へと運ばれます。
この建物は、1928年に建設された大谷石(おおやいし)造りの歴史ある米貯蔵庫を再生したもの。大谷石特有の断熱性や調湿性を活かした熟成が行われています。しかも、施設のすぐ脇には「日光杉並木」が連なるという、まさに栃木の自然と歴史の恩恵をたっぷり受けるロケーション。
安井正博社長が掲げる構想は「オール栃木ウイスキー」。栃木県産の木材を使った樽の開発や、県産の麦芽・酵母の研究、さらには地元の伝統工芸士と協業した木樽製作まで、栃木の素材と技術を一本のボトルに凝縮することを目指しています。
気になるリリースですが、初回製造の原酒は、3年の熟成を経た2027年1月に発売される予定。商品はシングルカスク・シングルモルトのみを予定しているとのことで、一つひとつの樽が持つ個性がダイレクトに味わえる仕上がりになりそうですね。
環境を守りながら、栃木の文化を世界へ発信する。そんな情熱溢れる「特別な一杯」が私たちの手元に届く日まで、あと少し。期待に胸が膨らみますね!
21,日光街道 小山蒸留所

出典:https://nishiborisyuzo.com/nikko-kaido-oyama-distillery
オーナー: 西堀酒造
創業年:2022年
所在地:栃木県小山市粟宮1452
公式HP:https://nishiborisyuzo.com/nikko-kaido-oyama-distillery
1872年創業の老舗酒造「西堀酒造」が敷地内の蔵を改装する形で誕生させた蒸留所。2022年7月からウイスキー造りをスタートさせています。蒸留所は小山市の旧日光街道沿いにあることから、蒸留所名は「日光街道小山蒸留所」。仕込み水は日光山系の伏流水(井戸水)を使用しています。
ウイスキーの製造設備は全て国産となっており、蒸留器は、内部に銅板加工を施したステンレス製蒸留器。このスチルはウイスキー用としてはかなり特殊で、「常圧蒸留」と「減圧蒸留」の切り替えが可能な上に、加熱方式も「直接蒸気」と「間接蒸気」が併用できるとのこと。他の蒸留所にはない蒸留方式によってどのようなウイスキーができるか注目ですね。
現在は清酒酵母で発酵・蒸留したクラフトジンやウォッカを販売中。モルトウイスキーのほか、米を原料にしたグレーンウイスキーの製造しており、2024年10月に熟成年数2年となるニューボーンをリリース。モルトとグレーン、それぞれのニューボーンは200mlボトルで発売されています。
精米蔵を改築した蒸留所は、古い酒蔵の味わいを存分に感じる雰囲気。蒸留所見学も行う予定なので、いつか行ってみたい…
日光街道小山蒸留所|おすすめのウイスキー
日光街道 小山蒸留所 シングルモルト ニューボーン 2024

日光街道 小山蒸留所 シングルモルト ニューボーン 2024

日光街道 小山蒸留所 シングルグレーン ニューボーン 2024

日光街道 小山蒸留所 シングルグレーン ニューボーン 2024

【2026年版】日本のウイスキー蒸留所|全126カ所を解説|群馬県
22,倉渕蒸留所
オーナー:牧野酒造
創業年:2023年
所在地:群馬県高崎市
公式HP:https://kurabuchi-distillery.jp/
群馬県高崎市、榛名山の西麓に位置する「倉渕(くらぶち)蒸留所」は、1690年創業という県内最古の歴史を誇る老舗日本酒蔵「牧野酒造」のウイスキー蒸留所です。330年以上の伝統を持つ酒蔵の18代目、牧野顕二郎氏が「いつかウイスキーを造りたい」という長年の夢を、コロナ禍による時間の余裕をきっかけに実現させました。
こちらのウイスキー造りの最大の特徴は、日本酒造りで培った知恵を惜しみなく注ぎ込んでいる点にあります。その象徴が、独自の「無濾過製法」。一般的なウイスキー造りでは麦汁を濾過してから発酵させますが、ここではあえて濾過せず、酵母を加えて発酵させる手法をとっています。この地ならではの「軟水」が生む軽やかさに、無濾過製法による「しっかりとした味わい」を掛け合わせることで、独特の個性を生み出しています。
原料の麦芽は本場・英国産を使用していますが、今後は品質を見極めながら他の産地の採用も検討していくとのこと。熟成にはバーボン樽とシェリー樽が使い分けられており、バニラのような風味を纏う黄色い原酒や、フルーティーで赤みを帯びた原酒が、静かに時を刻んでいます。
リリースされたラインナップは、タイプの異なる2種類。
- 「倉渕 ―NEW MAKE―」: 2023年12月に発売されたニューポット。原料そのものの風味をダイレクトに味わえる。
- 「倉渕 ―MALT & SAKE LESS―」: シングルモルトと、酒蔵ならではの「酒粕スピリッツ」を55対45の割合でブレンド。モルトの力強さと酒粕の華やかさが絶妙なハーモニーを奏でており、老舗酒蔵のアイデンティティを感じる。
23,北軽井沢蒸留所
北軽井沢蒸留所は群馬県北軽井沢地区に位置し、標高1,100メートルの高地に建てられました。所在地の標高は約1,100m。
オーナーは銀座の「Bar LAG」を経営する坂本龍彦氏。坂本氏はウイスキー愛好家であり、その情熱から自らウイスキーを作りたいという思いが募り、2022年2月に株式会社LINKを設立し、2023年3月に蒸留所は完成。同年5月にウイスキー製造免許を取得しました。
北軽井沢蒸留所のワンバッチは150kgと、日本最小サイズ。使用されている麦芽粉砕機やマッシュタン発酵槽は中国製で、原料はクリスプ社製のノンピート麦芽を使用。将来的にはピーテッド麦芽も使用する予定。発酵槽はステンレス製が2基。
北軽井沢蒸留所の一番の特徴は、ポットスチル。福岡県糸島市の「黄河」という会社がカスタムメイドした特別なものを1基導入しています。スチルは1基のみなので、糖化を2回行い、「初留」を行った後に350リットルのローワイン3回分を合わせて「再留」しています。
【2026年版】日本のウイスキー蒸留所|全126カ所を解説|埼玉県
24,羽生蒸留所

オーナー: 東亜酒造
創業年:1941年(生産開始は2021年)
所在地:埼玉県羽生市西4-1-11
公式HP:https://www.toashuzo.com/lineup/whisky
埼玉県羽生市にある東亜酒造の広大な敷地内に、かつての名声を背負って見事に復活を遂げたのが「新・羽生(はにゅう)蒸留所」です。
旧・羽生蒸留所はウイスキー需要の低迷により2000年に生産を停止し、その後施設は解体されてしまいましたが、2021年に新たな歴史を刻み始めました。かつて「イチローズモルト」の肥土伊知郎氏が守り抜いた「羽生」の名声は今や世界中に轟いており、この復活には世界中のウイスキーファンから熱い視線が向けられています。
設備面では、旧羽生蒸留所のポットスチルを再現したランタン型の蒸留器を導入。サイズは以前より大型化(初留6,000リットル、再留3,000リットル)されていますが、伝統の面影を大切にしているのが伝わりますね。原料にはスコットランド産のノンピートとピーテッドの両方の麦芽を使用しており、1バッチ1トンの規模で日々蒸留が行われています。
また、この蒸留所の非常にユニークな点が、最新のデジタル技術を取り入れたビジネスモデルです。2022年にはウイスキー樽をトークン化して管理・売買するサービスを活用し、原酒のシェア販売を行ったところ、なんとわずか90分で完売してしまいました。
ブロックチェーン技術を活用することで、世界中の投資家やコレクターが安全に取引できる環境を構築しており、まさに「伝統と革新」が融合した新しいクラフト蒸留所の姿を見せてくれています。

リリースの歩みも着実で、2021年のニューポット、2023年のニューボーンを経て、2025年はいよいよ飛躍の年となりました。
2025年2月〜3月: 再開後初のシングルモルト「羽生Genesis(ジェネシス)」を発売。再開年にちなんだ2,021本限定で、ファーストフィルのバーボン樽で熟成されたその味わいは、まさに新生・羽生の「創世記」にふさわしい特別な一本です。
2025年8月: 羽生のモルト原酒とスコッチモルトをブレンドした、定番の「Tone 羽生ワールドモルト」が登場しました。
さらに、2025年からは待望のビジターセンターも開設されています。火・水曜を除き、見学とテイスティングがセットになった有料ツアー(事前予約制・1,500円)が開催されており、実際にその空気感に触れることができるようになりました。
旧蒸留所とはまた異なる、新たな個性を磨き始めた羽生蒸留所。かつての名声を誇りとしつつ、デジタル技術を味方につけて進むその姿は、これからのジャパニーズウイスキーの可能性を大きく広げてくれそうですね!
25,鴻巣蒸留所

出典:https://hikaridistillery.com/
外国人が経営する日本初となったウイスキー蒸留所。創業者はマレーシア人のエリック・チェア氏。英国で化学製品メーカーのCEOも務めています。
鴻巣(こうのす)蒸留所は東京から JR 高崎線の電車に乗って1時間ほどにある、埼玉県鴻巣市に創業。2020年2月から生産を始めています。蒸留所の外観は日本の酒造イメージさせて建設。日本の建築技術にスコットランドらしいデザインが加わった、蒸留所には見えないおしゃれな外装。その辺のモダンさが外国人経営者らしいところです。
スタッフは社長であるエリック氏を含めわずか4名。ワンバッチの仕込み量は1トン。最小クラスの小さなクラフト蒸留所です。
大麦麦芽はスコットランド産をメインにニュージーランド産も使用。ノンピート麦芽とピーテッド麦芽の両方で仕込まれています。いずれは地元鴻巣でつくられた大麦も使いたいとのこと。発酵槽はステンレス製合計6基。酵母は海外から取り寄せた数種類のイースト菌を使用しています。
蒸留器は初留がランタンヘッド型。再留がバルジ型。樽詰のアルコール度数はスコッチウイスキーでも採用されているスタンダードな度数「62~63.5%」。熟成樽はファーストフィル・バーボン樽をメインとしており、シェリー樽や日本産の「桜」や「栗」材も今後利用したいとのこと。ウイスキーの貯蔵庫はダンネージ式の4段積みで熟成させている第一熟成庫と、2022年に完成したダンネージ式とラック式の第二熟成庫があります。
ウイスキーの販売については、2027年以降にシングルモルトのリリースを考えているそうです。そしていつかは宿泊設備を併設したビジターセンターもつくりたいのだとか。日本のウイスキー蒸留所の近くに宿泊施設があることは少ないので、もし実現できれば話題になりそうですね。
ウイスキーは無理にリリースせず、原酒をじっくりと仕上げて商品化を考えているのは素晴らしいと思います。気長にリリースを待ちましょう。
26,秩父蒸留所

オーナー: ベンチャーウイスキー
創業年:2008年
所在地:埼玉県秩父市みどりが丘49
公式HP:なし
2023年5月に秩父蒸留所の見学に行ってきました↓
イチローズモルトカードシリーズのまとめ記事↓
「イチローズモルト」で世界的に有名となった秩父蒸留所。創業は2007年で蒸留を開始したのが2008年となります。
蒸留開始から15年。秩父蒸留所は単なるクラフトウイスキー蒸留所ではなく、今や世界中で高く評価されているジャパニーズウイスキーの蒸留所です。スコットランドでは「いち」「に」「さん」の3つのジャパニーズウイスキーのブランドが定番となっています。
「いち」はイチローズモルト。「に」はニッカウヰスキー。そして「さん」はサントリー。日本のウイスキー業界を牽引してきた大手2社と肩を並べる存在であり、埼玉県秩父市の工業団地に誕生した無銘のちいさな蒸留所は、「イチローズモルト」として国内外で大きな反響を受けています。
2008年の2月に最初の蒸留をスタートさせたときは、創業者、肥土伊知郎氏を含めてもスタッフは僅か3名。1バッジの仕込みもわずか400 kgという、まさに「ベンチャー」なウイスキー蒸留所でした。

ワンバッチの仕込みはわずか400㎏。ポットスチルはフォーサイス社製のストレート型。容量2000リットルの極小サイズが2基。まさに「マイクロディスティラリー」といった小規模生産。
発酵槽は木桶のミズナラ材。肥土氏が発注したオリジナルのミズナラウォッシュバックは、世界で唯一のもの。ミズナラの木に住みつく乳酸菌は秩父蒸留所の個性となっています。
ウイスキーの貯蔵庫は年々増やしており、ダンネージ式が6棟、ラック式が1棟の合計7棟を所有。3万樽が貯蔵できるとのこと。

肥土伊知郎さんは伝統に乗っ取った製法も大事にしていますが、新しい試みにチャレンジすることもウイスキーブームが起こる以前から重要視していました。熟成樽では「チビダル」などオリジナルの容量のものを製造したり、原料の麦芽を地元 埼玉県産のものを利用することなど、多くのことに取り組んでいます。
最も印象的だったのが「フロアモルティング」。伝統的な製麦方法であるフロアモルティングは現在、本場スコットランドでもその製法を使う蒸留所はほとんどありません。しかし秩父蒸留所では伝統的な製法もウイスキーづくりの基本とし、フロアモルティングの製法を取り入れるために、イギリスの「モルトスター」や蒸留所でスタッフを研修させています。

2012年には「イチローズモルト 秩父 ザ・フロアーモルテッド」を発売。フロアモルティングでつくられた貴重な国産ウイスキーとして話題となりました。秩父蒸留所でつくられる全てのウイスキーが、フロアモルティングで製麦したものを原料にしているわけではありませんが、手間、時間、労力をかけてウイスキー造りを行うという、蒸留所としての姿勢には感銘を受けますね。
そして2013年には蒸溜所内に自社の製樽工房をつくり、熟成樽の制作にもチャレンジします。埼玉県の羽生市にかつてあった「マルエス洋樽」の技術者からクーパレッジに必要な技術を学び、現在では樽の補修と新樽の製造を自社で行っています。

秩父蒸留所のこだわりの一つとして、希少価値の高い、北海道産のミズナラを使ったミズナラカスクの製造が挙げられます。
2009年からは毎年、ミズナラ原木を入手するために北海道に行きオークションで落札。ミズナラはバーボンの10〜20倍の相場となる高価なものですが、ウイスキーのために肥土さん自らが厳選しているそうです。地元 秩父にもミズナラの群生地はあるようですが、現在は調査中。将来的には大麦麦芽から樽までを、全て秩父産の原料でのウイスキーづくりが行われるかもしれません。
2020年10月、秩父蒸留所では初となる10年物の「THE FIRST 10」をリリース。超人気ボトルとなり、10年物のジャパニーズウイスキーとしては破格の値段で取引(転売)されています。

シングルモルトの他に話題となったのが「イチローズモルト&グレーン ブレンデッドジャパニーズウイスキー リミテッドエディション2022」。このウイスキーは秩父蒸留所のモルト原酒と旧羽生蒸留所モルト原酒、2003年に閉鎖したメルシャンの「川崎工場」で製造された幻のグレーン原酒をブレンドした、ジャパニーズブレンデッド。数量限定生産のため販売は終了しています。
2018年には生産能力が5倍となる第二蒸留所を新たにオープン。秩父蒸留所のウイスキーづくりの挑戦が終わることはありません。
秩父蒸留所|イチローズモルト 一覧【2026年1月現在】

- イチローズモルト ダブルディスティラリーズ
- イチローズモルト ワインウッドリザーブ
- イチローズモルト MWR(ミズナラウッドリザーブ)
- イチローズモルト&グレーン(通称ホワイト)
- イチローズモルト&グレーン クラシカルエディション
- イチローズモルト&グレーン リミテッドエディション
秩父蒸留所|イチローズモルト(オフィシャルボトル)過去に発売されたシングルモルトウイスキー 一覧

イチローズモルト 秩父ザ・ファースト

イチローズモルト 秩父ザ・ファースト

イチローズモルト 秩父ザ・ピーテッド

イチローズモルト 秩父ザ・ピーテッド

イチローズモルト 秩父 ザ・フロアーモルテッド

イチローズモルト 秩父 ザ・フロアーモルテッド
イチローズモルト 秩父ザ・ファーストテン
イチローズモルト 秩父ザ・ファーストテン

秩父蒸留所|イチローズモルトおすすめのウイスキー

イチローズモルト ダブルディスティラリーズ

イチローズモルト ダブルディスティラリーズ
リーフシリーズの定番ボトルの中で唯一の「ジャパニーズブレンデッドモルトウイスキー」。海外原酒を使用せず、秩父蒸留所と閉鎖した旧羽生蒸留所の原酒のみをブレンドしています。

イチローズモルト ミズナラウッドリザーブ

イチローズモルト ミズナラウッドリザーブ
秩父蒸留所と海外のモルト原酒をブレンドした「ワールドブレンデッドモルトウイスキー」。原酒をミズナラ樽でマリッジ(後熟)を施しています。初期のロットには旧羽生蒸留所の原酒も使われていましたが、現在では使われていません。

イチローズモルト ワインウッドリザーブ

イチローズモルト ワインウッドリザーブ
秩父蒸留所と海外のモルト原酒をブレンドした「ワールドブレンデッドモルトウイスキー」。フレンチオーク(赤ワイン樽)で後熟。ワイン樽は国産の「マスカットベリーA」や「メルロー」などを使用しています。

27,秩父第2蒸留所

オーナー: ベンチャーウイスキー
創業年:2019年
所在地:埼玉県秩父市みどりが丘79
公式HP:なし
チャレンジ精神を忘れず原酒の安定供給を目指す「秩父第2蒸留所」は、秩父蒸留所からわずか600m程離れた場所に創業しました。2019年10月よりウイスキーの生産が開始され、第1蒸溜所の5倍の生産能力を誇っています。
今やベンチャーウイスキーにとっての重要拠点。イチローズモルトは原酒不足の影響から供給が追い付いていない状況が続いていますが、第二蒸留所の完成によって生産量をあげることで、商品の安定供給を目指しています。

ワンバッチの仕込み量は2トン。大麦麦芽はドイツ産とイングランド産のノンピーテッド麦芽と、スコットランド産のピーテッド麦芽、地元埼玉県産の麦芽も使用しています。
マッシュタンは第1蒸留所と同じくフォーサイス社製。発酵槽は第1蒸留所がミズナラを使用しているのに対し、秩父第2蒸留所ではフレンチオーク製を導入しています。木製ならではの「乳酸発酵」にこだわっており、広葉樹であるフレンチオークを採用することで、針葉樹とは異なる原酒造りを目指しています。

第一蒸留所の開設当時、スタッフの数などさまざまな要因によって「こだわる」ことができなかったウイスキーづくりを、第二蒸留所では様々な点で実現しています。ウイスキー造りにおいて重要な「蒸留」の工程もその一つ。
秩父第2蒸留所の加熱方式には、スコッチの伝統的な「直火焚き蒸留」を採用。ガスによる熱源で間接蒸留(スチーム加熱蒸留)よりも芳ばしい原酒を生み出すことができます。また、ボディのしっかりとした原酒を造り出すことも可能となるため、長期熟成にも適したウイスキー造りができるようになっています。

ポットスチルはスコットランドのフォーサイス社製。初留器10000リットル、再留器7000リットル。ともにストレートヘッド型。第1蒸留所(2000リットル)と比べるとかなり大きく見えますが、スコットランドの一般的な蒸留器のサイズと言えます。いままでが「クラフト」(下手したら密造酒レベル)だったのに対し、秩父第2蒸留所では本格的な生産を可能にする設備が備わっていますね。
第2蒸留所の操業によって、秩父蒸留所は生産量を大幅に増やすことができました。世界的な人気を誇るイチローズモルト。蒸留所が大きくなったとはいえ、これから生産されるウイスキーに対する期待は、生産規模に見合わない程の大きなものとなるでしょう。
秩父第2蒸溜所|おすすめのウイスキー

イチローズモルト 秩父 ディスティラリーⅡ

イチローズモルト 秩父 ディスティラリーⅡ

【2026年版】日本のウイスキー蒸留所|全126カ所を解説|千葉県
28,mitosaya薬草園蒸留所

千葉県夷隅郡大多喜町、かつて多くの人々を癒やした薬草園の跡地に、2018年に誕生したのが「mitosaya薬草園蒸留所」です。ここは単なるお酒を造る場所ではなく、「自然の小さな発見を形にする」という素敵なモットーを掲げ、植物の命をボトルに閉じ込めるクリエイティブな拠点となっています。
ブランド名の「ミトサヤ」という響き、なんだか耳に心地よいですよね。これは、植物が芽吹き、花を咲かせ、実を結び、最後に「実(み)」と「さや」が地に還るという、自然の美しい循環からインスピレーションを得て名付けられたそうです。閉園したハーブ園の建物をリノベーションして生まれたこの蒸留所には、その名の通り、生命の息吹が至る所に感じられます。
ここでは、広大な敷地内で自ら栽培する果樹やハーブ、さらには全国の信頼できるパートナーたちが育んだ豊かな恵みを原料にしています。驚くべきはその多様性で、これまでにリリースされた蒸留酒はなんと170種以上!
- 原料へのこだわり: 注意深い原料の選定から、手間を惜しまない加工まで一貫して自社で行っています。
- 伝統と現代の融合: 先人の知見を学びつつ、現代に相応しい洗練された味わいや香りを追求しています。
- 美しいパッケージ: 丹精込めて造られたお酒は、それ自体がアートのような美しいボトルとパッケージに包まれています。
そんなmitosayaが、いよいよウイスキーの領域にもその一歩を刻みました。2023年には、ウイスキーの原点ともいえるニューメイク「Tall Field」をリリースしています。薬草園という唯一無二の環境で、どのような大麦の表情が引き出されるのか、非常に興味深い挑戦ですよね。
これまでの蒸留酒造りで培われた繊細な技術が、ウイスキーという長い年月をかける熟成の世界と出会ったとき、一体どんな魔法が起きるのでしょうか。大多喜の森の中から生まれる「その瞬間にしかない、特別な一本」の進化に、これからも目が離せません。
【2026年版】日本のウイスキー蒸留所|全126カ所を解説|神奈川県
29,湘南蒸留所
神奈川県茅ヶ崎市、湘南の潮風を感じる地に居を構える湘南蒸留所は、明治時代から続く老舗の熊澤酒造が2020年に設立した蒸留所です。日本酒の天青や湘南ビールで知られる同社は、湘南地域で唯一のビール製造メーカーとしての豊富な経験を活かし、2020年1月にウイスキー製造免許を取得しました。こちらの造りには、長年培ってきた醸造の技術と、遊び心溢れる独自のこだわりがぎゅっと詰まっています。
使用しているポットスチルは、2018年に導入されたコラムヘッド型のステンレス製ですが、実はヘッド部分に銅を採用しているのがポイント。これにより、ステンレスの耐久性を活かしつつ、銅による触媒反応でウイスキー特有の不快な成分を取り除く工夫がなされています。
また、特注の木製タンクで行われる発酵には、湘南ビールのハウス酵母とディスティラリー酵母を併用しており、ビール造りのノウハウがウイスキーの風味に奥深さを与えています。熟成は2020年9月に設置された伝統的なダンネージ式の熟成庫で、潮風の影響をほどよく受けながら原酒が静かに時を刻んでいます。
特筆すべきは、あのベンチャーウイスキー(イチローズモルト)との深い交流から生まれるユニークな取り組み。イチローズモルトの熟成に使用された樽でビールを寝かせてウイスキーのフレーバーを付けたり、逆にビールのインペリアルスタウトを1年間入れていた樽でウイスキーを熟成させたりと、枠にとらわれない実験的な挑戦を続けています。
リリースの歩みを振り返ると、2023年12月にはインペリアルスタウト樽で1年、全体で3年熟成させた原酒が、まずはファンの期待に応える形でミニボトルとして登場しました。
その後、2024年11月にバーボン樽で4年以上熟成させた赤天狗シングルカスクの第1弾を本格リリースし、2025年5月には第2弾、そして2025年11月には自社の高級な貴醸酒を3年寝かせたオーク樽で4年半もの間じっくり熟成させた第3弾を発売。どれも一樽ごとの個性が際立つ贅沢な仕上がりになっています。
蒸留所がある酒蔵の敷地内は、まるでお酒と食のテーマパークのよう。築450年の古民家を移築したレストランや、ビール酵母を使ったパンが並ぶベーカリー、さらにはかつて酒樽を修理していた倉庫を改修したギャラリーやショップが並んでいます。
直売所ではウイスキーより一足先に登場したクラフトジンの白天狗などの有料試飲も可能で、ローカルフードとお酒の最高のペアリングを堪能できます。
30,小田原蒸留場
オーナー: 株式会社アウグスインターナショナル
創業年:2025年に蒸留免許取得
所在地:神奈川県南足柄市
公式HP:なし
Coming Soon…
31,丹沢蒸留所
神奈川県西部の豊かな自然、丹沢大山国定公園の中腹という非常に珍しいロケーションに誕生したのが「丹沢蒸溜所」です。国定公園内に蒸溜所を構えるのは国内外でも数少ないケースで、まさに「丹沢の名水」と「森林が刻む時間」にウイスキー造りを委ねるという贅沢な環境が整っています。
この蒸溜所が面白いのは、自らの立地をスコットランドの蒸溜所になぞらえている点です。「丹沢」と「Glen」: スコットランドには「グレンリベット」や「グレンフィディック」など、「Glen(渓谷・谷)」の名を持つ蒸溜所が多く存在します。
「丹沢」という地名もまた、谷の多い山地を意味しており、水、気温、湿度といったウイスキー造りに最適な条件がスコットランドの伝説的な地と重なり合っています。
オーナーは、お惣菜などの食品製造を手がける「株式会社DELIもっと」。これまでは山梨県のメーカーに委託製造したプライベートブランド(PB)ウイスキー『信玄』を中国など海外中心に展開してきましたが、「どうしても自社の手でウイスキーを造りたい」という念願を叶えるため、2018年から建設地を探索。2019年に山北町中川の「箒スギ」近くに理想の場所を見つけ出し、ついに自社蒸溜所の稼働へと漕ぎ着けました。
生産体制は、地域との調和を大切にしながら段階的に進められる計画です。当面は原酒を仕入れ、山北の地下水で加水・調整を行うPBウイスキーの製造からスタート。本格生産は2027年頃を目処に、原料の大麦から自社で仕込む「100%自社蒸留」のモルトウイスキー製造を開始する予定。
年間最大10万本(700ml換算)の製造能力を持ち、その多くは海外へ出荷されますが、地元山北町での販売も行い「地域に愛される製品」を目指しています。
山北の地下水と深い森の静寂が育むウイスキー。「山北発のウイスキー」として世界へ、そして地元へと定着していく日が楽しみですね。

コメント