
【2024年版】日本のウイスキー蒸留所114か所解説|茨城県
27.高藏蒸溜所 明利酒類

高藏(たかぞう)蒸留所を所有する明利酒類は、茨城県水戸市で江戸時代から続く老舗の酒類メーカー。1952年にウイスキーの製造を始めていますが、数年後に火災によってウイスキー造りができなくなり、免許も返納する形となっていましたが、2022年9月に約60年ぶりとなるウイスキーの蒸留が始まりました。
仕込み水は那珂川(なかがわ)水系の硬度89度となる中硬水。ワンバッチ400㎏の仕込み量。マッシュタンはステンレス製の新しい物を使用しています。
仕込みの大麦麦芽はイギリス産ロリエット種のノンピーテッド麦芽。ポットスチルはステンレス製で、再留には焼酎用の蒸留器を使用していますが、内部に「銅」を組み入れており、ウイスキー用にカスタマイズした独自の蒸留器で製造。また、モルトウイスキーだけでなく、米を原料にグレーンウイスキーも同じ設備で蒸留しています。
28.八郷蒸溜所

茨城県石岡市八郷地区は、みかん栽培では北限、りんご栽培では南限となるためこの地は、1年を通して果実が育つ環境であることから農業が盛んな土地です。そんな自然の恵みが豊富な地域に2020年に誕生したのが「日の丸ウイスキー」を製造する八郷蒸留所です。
運営元の木内酒造は「常陸野(ひたちの)ネストビール」で有名な 酒造メーカー。ビールの他、清酒、梅酒、焼酎、ワインも手がけています。
2016年からウイスキー作りの計画をスタート。もともと八郷地区で地元食材を使ったレストランを経営していたことから、八郷で蒸溜所を開設することとなります。
蒸留所の敷地は広大な広さで約2000坪。蒸留所自体は新設されたものではなく、昭和40年代に建てられた古い公民館を再利用し建設しています。外観は確かにそれっぽい感じ。ウイスキーの蒸留所らしさはありませんが、それも個性的でクラフト蒸留所らしい感じがするのでいいですね。
八郷蒸留所では他のメーカーと違い、様々な穀物を使ってウイスキーを製造しています。大麦麦芽の他、小麦、米、そば、トウモロコシなどを使用し、既存の常識にとらわれない新しい形でウイスキーづくりに取り組んでいます。

ポットスチルは初留・再留どちらもフォーサイス社製のストレートヘッド型。2022年からはドイツ製のハイブリッドスチルを増設しグレーンウイスキーの製造も行っています。
発酵槽はヨーロピアンオークのミックス材(スロヴェニア産とフランス産)や、フランス産のアカシヤ材が使われています。その他ステンレス製も4基あり、合計8基。
酵母はディスティラリー酵母と、自家製培養のオリジナル酵母も使用。ビールや清酒造りをしているメーカーらしく、同社の技術・ノウハウがウイスキー造りに活かされています。
熟成庫は2棟。モルトウイスキーで一般的なダンネージ式と、グレーンウイスキーの熟成に用いるパラタイズ式を採用しています。パラタイズ式は「パレット」と呼ばれる荷台の上に、樽を「横」ではなく「縦」に並べて熟成。カナディアンウイスキーやアイリッシュウイスキーの一部の蒸留所、ラム酒の熟成でもこの製法が用いられています。

2022年12月には八郷蒸留所初のシングルモルトとなる「日の丸ウイスキー 2023 CELEBRATION」を数量限定で発売。バーボン樽、シェリー樽、赤ワイン樽で3年以上熟成させた原酒をブレンドしています。販売価格は税込み5,500円。昨今のジャパニーズ・シングルモルトの中ではかなりリーズナブルな値段設定。
2023年には日の丸ウイスキー「Kome」、「シェリーカスクフィニッシュ」、「ポートカスクフィニッシュ」、「さくらカスクフィニッシュ」をリリース。
また、木内酒造では自社のお酒を飲むことのできるレストランを経営しています。
JR秋葉原駅〜御徒町駅間の新商業施設「SEEKBASE AKI-OKA MANUFACTURE」にある「常陸野ブルーイング 東京蒸溜所」は、本格的な蒸留設備を併設したダイニングバー。木内酒造の常陸野ネストビールや、クラフトジンを飲むことができ、茨城の銘柄牛や銘柄豚、常陸野産の野菜を使った料理を味わうこともできます。
ウイスキーの試飲も可能で、日の丸ウイスキーをリーズナブルな価格で飲むことが可能となっていますので、ぜひ行ってみて下さい。
八郷蒸留所|おすすめのウイスキー

日の丸ウイスキー The 1st Edition

日の丸ウイスキー The 1st Edition
日の丸ウイスキー KOME


日の丸ウイスキー KOME
【2024年版】日本のウイスキー蒸留所114か所解説|栃木県
29.Stork valley Distillery

オーナー:安井商店
創業年:2023
所在地:栃木県小山市神鳥谷4丁目1番53号
公式HP:https://www.stork-valley-distillery.com/
茨城県猿島郡境町で「さかい河岸ブルワリー」を運営する「安井商店」が、新たに開設した栃木県小山市神鳥谷(ひととのや)にあるウイスキー蒸留所「STORK VALLEY DISTILLERY(こうのとり蒸留場)」。
2023年からウイスキーを製造を開始。現在は同蒸留所で造られたプレミアムジン「STORK VALLEY JAPAN PREMIUM GIN」をリリースしています。
30.日光街道 小山蒸溜所 西堀酒造

出典:https://nishiborisyuzo.com/nikko-kaido-oyama-distillery
オーナー: 西堀酒造
創業年:2022年
所在地:栃木県小山市粟宮1452
公式HP:https://nishiborisyuzo.com/nikko-kaido-oyama-distillery
1872年創業の老舗酒造「西堀酒造」が敷地内の蔵を改装する形で誕生させた蒸留所。2022年7月からウイスキー造りをスタートさせています。蒸留所は小山市の旧日光街道沿いにあることから、蒸留所名は「日光街道小山蒸留所」。仕込み水は日光山系の伏流水(井戸水)を使用しています。
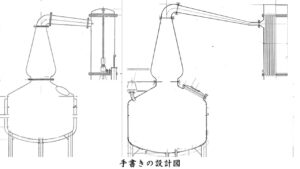
ウイスキーの製造設備は全て国産となっており、蒸留器は、内部に銅板加工を施したステンレス製蒸留器。このスチルはウイスキー用としてはかなり特殊で、「常圧蒸留」と「減圧蒸留」の切り替えが可能な上に、加熱方式も「直接蒸気」と「間接蒸気」が併用できるとのこと。他の蒸留所にはない蒸留方式によってどのようなウイスキーができるか注目ですね。
現在は清酒酵母で発酵・蒸留した国産ウォッカを販売中。モルトウイスキーのほか、クラフトジンや、米を原料にしたグレーンウイスキーの製造も予定しています。
精米蔵を改築した蒸留所は、古い酒蔵の味わいを存分に感じる雰囲気。蒸留所見学も行う予定なので、いつか行ってみたい…
日光街道小山蒸留所|おすすめのウイスキー
日光街道小山蒸留所 シングルグレーンウイスキー ニューボーン
【グレーン】 日光街道小山蒸留所 シングルグレーンウイスキー ニューボーン

日光街道小山蒸留所 シングルモルトウイスキー ニューボーン
日光街道小山蒸留所 シングルモルトウイスキー ニューボーン

【2024年版】日本のウイスキー蒸留所114か所解説|群馬県
31.倉渕蒸留所
群馬県内では最も古い、1690年創業の「牧野酒造」が設立した蒸留所。2023年12月にはニューメイクとなる「倉渕―NEW MAKE―」をリリースしています。
32.北軽井沢蒸留所

出典:https://kitakaru.base.shop/
北軽井沢蒸留所は群馬県北軽井沢地区に位置し、標高1,100メートルの高地に建てられました。所在地の標高は約1,100m。
オーナーは銀座の「Bar LAG」を経営する坂本龍彦氏。坂本氏はウイスキー愛好家であり、その情熱から自らウイスキーを作りたいという思いが募り、2022年2月に株式会社LINKを設立し、2023年3月に蒸留所は完成。同年5月にウイスキー製造免許を取得しました。
北軽井沢蒸留所のワンバッチは150kgと、日本最小サイズ。使用されている麦芽粉砕機やマッシュタン発酵槽は中国製で、原料はクリスプ社製のノンピート麦芽を使用。将来的にはピーテッド麦芽も使用する予定。発酵槽はステンレス製が2基。
北軽井沢蒸留所の一番の特徴は、ポットスチル。福岡県糸島市の「黄河」という会社がカスタムメイドした特別なものを1基導入しています。スチルは1基のみなので、糖化を2回行い、「初留」を行った後に350リットルのローワイン3回分を合わせて「再留」しています。
【2024年版】日本のウイスキー蒸留所114か所解説|埼玉県
33.羽生蒸溜所 東亜酒造

オーナー: 東亜酒造
創業年:1941年(生産開始は2021年)
所在地:埼玉県羽生市西4-1-11
公式HP:https://www.toashuzo.com/lineup/whisky
東亜酒造の約5000坪の広大な敷地内に新たに建設されたのが、「新」羽生蒸留所。旧羽生蒸留所はウイスキーの需要が低迷した影響を受け、2000年に生産停止。2004年に「イチローズモルト」の肥土伊知郎氏の所有となり、その後蒸留所は解体されています。
新羽生蒸留所は2021年から生産をスタートさせており、2022年にはデジタル資産としてウイスキーを売買をするネットサービス「ユニカスク」にて、早くも原酒を販売しています。原酒はバーボンバレル1樽分を100口に分ける形となっており、僅か90分で完売するという人気ぶり。羽生蒸留所がもつ名声の高さを感じます。(旧蒸留所とは全く異なるウイスキーな訳ですが…)
ワンバッチ1トン。スコットランド産のノンピートとピーテッドモルトの両方で仕込まれています。マッシュタンは三宅製作所製ステンレス製。
ポットスチルは旧羽生蒸留所のスチルを再現した形ですが、サイズは以前より大きくなっているようです。初留器6000リットル。再留器3000リットル。ランタン型で三宅製作所製。熟成庫は5~6段のラック式。
2021年にクラウドファンディングの返礼品としてニューポートをボトリングしており、2023年にはノンピートとピーテッドモルトで仕込まれた「ニューボン」をリリースしています。
「旧羽生蒸留所」とは異なる蒸留所となりますが、羽生の名声は世界に届いているのでその期待値は非常に大きいですね。今後のウイスキー造りと商品開発に注目したいと思います。
34.鴻巣蒸溜所

出典:https://hikaridistillery.com/
外国人が経営する日本初となるウイスキー蒸留所。創業者はマレーシア人のエリック・チェア氏。英国で化学製品メーカーのCEOも務めています。
蒸留所は 東京から JR 高崎線の電車に乗って1時間ほどにある、埼玉県鴻巣市に創業。2020年2月から生産を始めています。蒸留所の外観は日本の酒造イメージさせて建設。日本の建築技術にスコットランドらしいデザインが加わった、蒸留所には見えないおしゃれな外装。その辺のモダンさが外国人経営者らしいところです。
スタッフは社長であるエリック氏を含めわずか4名。ワンバッチの仕込み量は1トン。最小クラスの小さなクラフト蒸留所です。
大麦麦芽はスコットランド産をメインにニュージーランド産も使用。ノンピート麦芽とピーテッド麦芽の両方で仕込まれています。いずれは地元鴻巣でつくられた大麦も使いたいとのこと。
発酵槽はステンレス製合計6基。酵母は海外から取り寄せた数種類のイースト菌を使用しています。
蒸留器は初留がランタンヘッド型。再留がバルジ型。樽詰のアルコール度数はスコッチウイスキーでも採用されているスタンダードな度数「62~63.5%」。熟成樽はファーストフィル・バーボン樽をメインとしており、シェリー樽や日本産の「桜」や「栗」材も今後利用したいとのこと。
ウイスキーの貯蔵庫はダンネージ式の4段積みで熟成させている第一熟成庫と、2022年に完成したダンネージ式とラック式の第二熟成庫があります。
ウイスキーの販売についてはまだ未定ですが、2025年以降のリリースを考えているそうです。そしていつかは宿泊設備を併設したビジターセンターもつくりたいのだとか。日本のウイスキー蒸留所の近くに宿泊施設があることは少ないので、もし実現できれば話題になりそうですね。
ウイスキーは無理にリリースせず、原酒をじっくりと仕上げて商品化を考えているのは素晴らしいと思います。気長にリリースを待ちましょう。
35.秩父蒸溜所

オーナー: ベンチャーウイスキー
創業年:2008年
所在地:埼玉県秩父市みどりが丘49
公式HP:なし
2023年5月に秩父蒸留所の見学に行ってきました↓
イチローズモルトカードシリーズのまとめ記事↓
「イチローズモルト」で世界的に有名となった秩父蒸留所。創業は2007年で蒸留を開始したのが2008年となります。
蒸留開始から15年。秩父蒸留所は単なるクラフトウイスキー蒸留所ではなく、今や世界中で高く評価されているジャパニーズウイスキーの蒸留所です。スコットランドでは「いち」「に」「さん」の3つのジャパニーズウイスキーのブランドが定番となっています。
「いち」はイチローズモルト。「に」はニッカウヰスキー。そして「さん」はサントリー。日本のウイスキー業界を牽引してきた大手2社と肩を並べる存在であり、埼玉県秩父市の工業団地に誕生した無銘のちいさな蒸留所は、「イチローズモルト」として国内外で大きな反響を受けています。
2008年の2月に最初の蒸留をスタートさせたときは、創業者 肥土伊知郎 氏を含めてもスタッフは僅か3名。1バッジの仕込みもわずか400 kgという、まさに「ベンチャー」なウイスキー蒸留所でした。

ワンバッチの仕込みはわずか400㎏。ポットスチルはフォーサイス社製のストレート型。容量2000リットルの極小サイズが2基。まさに「マイクロディスティラリー」といった小規模生産。
発酵槽は木桶のミズナラ材。肥土氏が発注したオリジナルのミズナラウォッシュバックは、世界で唯一のもの。ミズナラの木に住みつく乳酸菌は秩父蒸留所の個性となっています。
ウイスキーの貯蔵庫は年々増やしており、ダンネージ式が6棟、ラック式が1棟の合計7棟を所有。3万樽が貯蔵できるとのこと。

肥土伊知郎 氏は伝統に乗っ取った製法も大事にしていますが、新しい試みにチャレンジすることもウイスキーブームが起こる以前から重要視していました。熟成樽では「チビダル」などオリジナルの容量のものを製造したり、原料の麦芽を地元 埼玉県産のものを利用することなど、多くのことに取り組んでいます。
最も印象的だったのが「フロアモルティング」。伝統的な製麦方法であるフロアモルティングは現在、本場スコットランドでもその製法を使う蒸留所はほとんどありません。しかし秩父蒸留所では伝統的な製法もウイスキーづくりの基本とし、フロアモルティングの製法を取り入れるために、イギリスの「モルトスター」や蒸留所でスタッフを研修させています。

2012年には「イチローズモルト 秩父 ザ・フロアーモルテッド」を発売。フロアモルティングでつくられた貴重な国産ウイスキーとして話題となりました。秩父蒸留所でつくられる全てのウイスキーが、フロアモルティングで製麦したものを原料にしているわけではありませんが、手間、時間、労力をかけてウイスキー造りを行うという、蒸留所としての姿勢には感銘を受けますね。
そして2013年には蒸溜所内に自社の製樽工房をつくり、熟成樽の制作にもチャレンジします。埼玉県の羽生市にかつてあった「マルエス洋樽」の技術者からクーパレッジに必要な技術を学び、現在では樽の補修と新樽の製造を自社で行っています。

秩父蒸留所のこだわりの一つとして、希少価値の高い、北海道産のミズナラを使ったミズナラカスクの製造が挙げられます。
2009年からは毎年、ミズナラ原木を入手するために北海道に行きオークションで落札。ミズナラはバーボンの10〜20倍の相場となる高価なものですが、ウイスキーのために肥土さん自らが厳選しているそうです。地元 秩父にもミズナラの群生地はあるようですが、現在は調査中。将来的には大麦麦芽から樽までを、全て秩父産の原料でのウイスキーづくりが行われるかもしれません。
2020年10月、秩父蒸留所では初となる10年物の「THE FIRST 10」をリリース。超人気ボトルとなり、10年物のジャパニーズウイスキーとしては破格の値段で取引(転売)されています。

シングルモルトの他に話題となったのが「イチローズモルト&グレーン ブレンデッドジャパニーズウイスキー リミテッドエディション2022」。このウイスキーは秩父蒸留所のモルト原酒と旧羽生蒸留所モルト原酒、2003年に閉鎖したメルシャンの「川崎工場」で製造された幻のグレーン原酒をブレンドした、ジャパニーズブレンデッド。数量限定生産のため販売は終了しています。
2018年には生産能力が5倍となる第二蒸留所を新たにオープン。秩父蒸留所のウイスキーづくりの挑戦が終わることはありません。
秩父蒸留所|イチローズモルト 一覧【2024年2月現在】

- イチローズモルト ダブルディスティラリーズ
- イチローズモルト ワインウッドリザーブ
- イチローズモルト MWR(ミズナラウッドリザーブ)
- イチローズモルト&グレーン(通称ホワイト)
- イチローズモルト&グレーン クラシカルエディション
- イチローズモルト&グレーン リミテッドエディション
- イチローズモルト&グレーン505
秩父蒸留所|イチローズモルト(オフィシャルボトル)過去に発売されたシングルモルトウイスキー 一覧

イチローズモルト 秩父ザ・ファースト

イチローズモルト 秩父ザ・ファースト

イチローズモルト 秩父ザ・ピーテッド

イチローズモルト 秩父ザ・ピーテッド

イチローズモルト 秩父 ザ・フロアーモルテッド

イチローズモルト 秩父 ザ・フロアーモルテッド
イチローズモルト 秩父ザ・ファーストテン
イチローズモルト 秩父ザ・ファーストテン

秩父蒸留所|イチローズモルトおすすめのウイスキー

イチローズモルト ダブルディスティラリーズ

イチローズモルト ダブルディスティラリーズ
リーフシリーズの定番ボトルの中で唯一の「ジャパニーズブレンデッドモルトウイスキー」。海外原酒を使用せず、秩父蒸留所と閉鎖した旧羽生蒸留所の原酒のみをブレンドしています。

イチローズモルト ミズナラウッドリザーブ

イチローズモルト ミズナラウッドリザーブ
秩父蒸留所と海外のモルト原酒をブレンドした「ワールドブレンデッドモルトウイスキー」。原酒をミズナラ樽でマリッジ(後熟)を施しています。初期のロットには旧羽生蒸留所の原酒も使われていましたが、現在では使われていません。

イチローズモルト ワインウッドリザーブ

イチローズモルト ワインウッドリザーブ
秩父蒸留所と海外のモルト原酒をブレンドした「ワールドブレンデッドモルトウイスキー」。フレンチオーク(赤ワイン樽)で後熟。ワイン樽は国産の「マスカットベリーA」や「メルロー」などを使用しています。

36.秩父第2蒸溜所

オーナー: ベンチャーウイスキー
創業年:2019年
所在地:埼玉県秩父市みどりが丘79
公式HP:なし
チャレンジ精神を忘れず原酒の安定供給を目指す「秩父第2蒸留所」は、秩父蒸留所からわずか600m程離れた場所に創業しました。2019年10月よりウイスキーの生産が開始され、第1蒸溜所の5倍の生産能力を誇っています。
今やベンチャーウイスキーにとっての重要拠点。イチローズモルトは原酒不足の影響から供給が追い付いていない状況が続いていますが、第二蒸留所の完成によって生産量をあげることで、商品の安定供給を目指しています。

ワンバッチの仕込み量は2トン。大麦麦芽はドイツ産とイングランド産のノンピーテッド麦芽と、スコットランド産のピーテッド麦芽、地元埼玉県産の麦芽も使用しています。
マッシュタンは第1蒸留所と同じくフォーサイス社製。発酵槽は第1蒸留所がミズナラを使用しているのに対し、秩父第2蒸留所ではフレンチオーク製を導入しています。木製ならではの「乳酸発酵」にこだわっており、広葉樹であるフレンチオークを採用することで、針葉樹とは異なる原酒造りを目指しています。

第一蒸留所の開設当時、スタッフの数などさまざまな要因によって「こだわる」ことができなかったウイスキーづくりを、第二蒸留所では様々な点で実現しています。ウイスキー造りにおいて重要な「蒸留」の工程もその一つ。
秩父第2蒸留所の加熱方式には、スコッチの伝統的な「直火焚き蒸留」を採用。ガスによる熱源で間接蒸留(スチーム加熱蒸留)よりも芳ばしい原酒を生み出すことができます。また、ボディのしっかりとした原酒を造り出すことも可能となるため、長期熟成にも適したウイスキー造りができるようになっています。

ポットスチルはスコットランドのフォーサイス社製。初留器10000リットル、再留器7000リットル。ともにストレートヘッド型。第1蒸留所(2000リットル)と比べるとかなり大きく見えますが、スコットランドの一般的な蒸留器のサイズと言えます。いままでが「クラフト」(下手したら密造酒レベル)だったのに対し、秩父第2蒸留所では本格的な生産を可能にする設備が備わっていますね。
第2蒸留所の操業によって、秩父蒸留所は生産量を大幅に増やすことができました。世界的な人気を誇るイチローズモルト。蒸留所が大きくなったとはいえ、これから生産されるウイスキーに対する期待は、生産規模に見合わない程の大きなものとなるでしょう。


コメント