【2023年5月 秩父蒸溜所見学】イチローズモルトのウイスキー造りを解説|秩父第1蒸溜所の製造方法
秩父蒸溜所|麦芽の粉砕
粉砕とは、ウイスキーの原料であるモルト(大麦麦芽)を細かく粉砕する工程のこと。
モルトはそのままの大きさでは「糖化」がうまくできません。糖化の作業時に温水と混ぜ合わせ、酵素の働きを強めるためにも粉砕する必要があります。
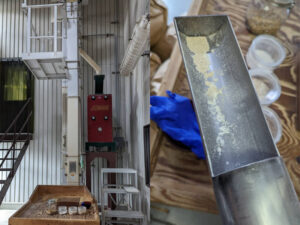
秩父蒸溜所ではローラーミル(モルトミル)と呼ばれる機械を使用しモルトを粉砕。粉砕したモルトのことを「グリスト」と言います。

秩父蒸溜所が他の蒸留所と異なる所は、グリストの比率をモルトの種類によって変えているところ。
グリストは粒の大きさ別に、「ハスク」「グリッツ」「フラワー」の3種類に分けられますが、この比率は大体どの蒸留所も決まっていて「2:7:1」が一般的な比率であり、比率を変更することは基本的にはありません。
しかし秩父蒸溜所では、モルトの生産地や品種ごとに比率を変えて、常に理想的な麦汁造りを目指しています。
グリッツの比率を変えると、アルコール分の抽出量だけでなく麦汁の風味も変わるそうです。破砕の作業も重要であることを認識!

この日粉砕室にあったのは、某大手メーカーから買い取ったビール用のモルトでした。
一度の仕込みで400㎏のモルトを使います。

モルトの味見もさせて頂きました。香ばしくて美味しい♪
ノンピートタイプは麦芽の風味が豊か。ミディアムピーテッドタイプは香ばしい味わい。
ちょっと塩を振ったらウイスキーのおつまみになりそう(笑)

秩父蒸溜所|糖化(マッシング)

糖化とは、モルトのでんぷんを糖分に変える作業のこと。
ウイスキーの原料である大麦麦芽は、そのままではアルコール発酵に必要な糖分がないため、糖化の作業が必要となります。糖化を行うとでんぷんは「糖」になり、タンパク質は「アミノ酸」などに分解されます。
糖化の作業は、糖化槽(マッシュタン)と呼ばれる容器に、粉砕したモルト(グリスト)と、63℃程にあたためた温水(仕込み水)を混ぜ合わせてお粥のような状態(マッシュ)を作ります。

大麦芽の中にある「酵素」の働きによって、でんぷんが徐々に糖分へと変わります。糖化を終えた後は、冷やしてから麦汁「一番麦汁」を取り出します。
その後、残ったグリストにもう一度お湯を加えて、再び糖化させます。二度目の麦汁は「二番麦汁」です。さらにもう一度同じ作業を繰り返し「三番麦汁」までを採取。
秩父蒸溜所では三番麦汁は発酵槽へはまわさず、次の糖化の仕込みの時にお湯と合わせて利用しています。一度の仕込みで約2000リットルの麦汁を採取。
マッシュタンは通常、攪拌装置がついており、熊手状の機械によってゆっくりと攪拌が行われますが、秩父蒸溜所のマッシュタンは装置が付いていない特注品。攪拌は職人の手で行われている昔ながらのスタイルです。
温水(仕込み水)の温度管理は重要。モルトの持つ糖化酵素は75℃を越えると働くことができなくなってしまいます。
秩父蒸溜所|発酵(ファーメンテーション)

発酵は麦汁に酵母(イースト菌)を加えて、アルコール度数9%程度の発酵液(モロミ)を造る工程のこと。
糖化によって造られた麦汁は、飲んでも甘く感じる麦芽ジュースのような状態となり、酵母が糖分とアミノ酸を食べて、エタノール(アルコール)と炭酸ガスに分かれます。
秩父蒸溜所では2000リットルの麦汁に対し、10㎏のディスティラリーイーストを加えて100時間かけて発酵させます。
ちなみに、発酵時間は蒸溜所によってさまざま。短い所で40時間。長い場合は120時間以上かける蒸溜所もあります。

秩父蒸溜所の発酵槽は世界で唯一無二の「ミズナラ製」。
発酵槽は蒸留所ごとに材質が異なりますが、ステンレス製か、ダグラスファー・オレゴンパインなどで作られた木桶が一般的。ミズナラの木で作られたものは他にありません。
ミズナラの発酵槽を導入しているのは第1蒸溜所のみ。蒸溜所ができた頃は入手することができたミズナラの木も、今では希少価値が上がったことで、第2蒸溜所では導入することができませんでした。

秩父蒸溜所がミズナラの発酵槽にこだわるのは、肥土伊知郎さんが昔飲んで感動したウイスキーがミズナラ樽で熟成されたものだったことから。(たぶん山崎??)
ミズナラの可能性を信じ、熟成樽にミズナラ材を使用するのはもちろん、発酵の段階でもミズナラの木を使いたいとの思いから、独自のミズナラ発酵槽が実現。
この発酵槽にはミズナラを好む乳酸菌が住み着くことで、独自の乳酸発酵が進み、秩父蒸溜所らしいウイスキーの香味形成に影響を与えています。
秩父蒸溜所|蒸留(ディスティレーション)

いよいよ蒸留の工程です。
発酵によってビールのような状態になったモロミを蒸留し、蒸留液(ニューポット)を造ります。
モルトウイスキーに使われるのは「ポットスチル」と呼ばれる銅製の単式蒸留器。蒸留は2回行うのが一般的で、秩父蒸溜所も2回蒸留が行われています。
ポットスチルはさまざまな形状とサイズがありますが、基本的な構造は全て同じ。熱を加えてモロミを蒸発させ、気体となったアルコールを冷却して液体に戻します。

秩父蒸溜所のポットスチルは2基。初留釜(一回目に使用する蒸留器)・再留釜(二回目に使用する蒸留器)はともに容量2000リットル。ウイスキーの蒸留器としては最小サイズ。形状はストレート型と呼ばれる「くびれ」の無いタイプ。
ストレート型の小さいポットスチルで蒸留されたウイスキーは、ボディに厚みがあって力強くしっかりとした酒質になります。

初留で得られた蒸留液は再留釜へと移し、2回目の蒸留を行います。
再留は、ウイスキーの良質な香気成分「ハーツ(ミドル)」を分離することが最大の目的。
蒸留液は、
最初に流れる「ヘッズ(フォアショッツ)」
熟成の工程にまわされる「ハーツ(ミドル)」
蒸留の終わりに近い部分の「テール(フェインツ)」
の3種類に分けられます。
「ヘッズ」と「テール」は不快な香気成分や有毒なメタノールが含まれているため、次の仕込みの際にローワインに混ぜて、再び蒸留されます。
「ハーツ」は文字通り心臓部分で、ニューポットとして加水調整を行ってから樽詰めされます。
以上のような作業のことを「ミドルカット」と呼び、分離を行うための機器「スピリッツセイフ」を使用して行われています。

ミドルカットはウイスキー製造のなかでも非常に重要な工程です。
熟成工程にまわす蒸留液を取り出すタイミング次第で、ウイスキーの質に大きな影響を与えます。ミドルカットは蒸留所の中でも「所長クラス」の熟練スタッフが行うことが一般的です。
しかし、秩父蒸溜所ではミドルカットを行う職人が決まっている訳ではありません。製造スタッフや、最終的に製品を完成させる「ブレンダー室」の意見を取り入れながら、中長期的に生産したい「酒質」を決めており、製造スタッフによる現場の判断でミドルカットが行われています。
ミドルカットのタイミングは香りを嗅ぐ「ノージング」はもちろん、口に含んで「テイスティング」も行って判断しているそうです。

実際に、「ヘッズ」「ハーツ」「テール」の香りを嗅がせてもらいました。蒸留所でなければできない経験です。
「ヘッズ(フォアショッツ)」はアルコール度数が高いだけあって、鼻にツンときました。かなり強烈でびっくり(笑)不快な成分、といった感じはありませんでしたが、荒っぽくて、確かにこれを熟成させるのはどうかな、と素人ながら思いました。
「ハーツ(ミドル)」はヘッズよりも麦芽の香りが豊か。麦芽の風味もしっかりとしています。アルコール度数は加水前なので70度超え。ここまで高アルコールだと感じにくい部分もありますが、素晴らしい酒質です。
「テール(フェインツ)」は最後の部分なだけあって、ハーツよりも香りは少し弱く、アルコール臭を感じました。正直言って「まだいける」感じもあったのですが、絶妙な判断こそがミドルカット。奥が深い。
秩父蒸溜所|第1貯蔵庫での熟成(マチュレーション)

生産棟のすぐ横にある第1貯蔵庫を見学しました。
熟成のメカニズムや重要性はこちらの記事で解説しています↓
秩父蒸溜所と秩父第2蒸溜所で造られたウイスキーは、計7棟の貯蔵庫で熟成が行われています。第1~6貯蔵庫は、伝統的な三段積みとなる「ダンネージ式」。第7貯蔵庫は「ラック式」。全て合わせると約3万樽を貯蔵することができます。

第1熟成庫に入った途端、涼しいことに驚きました。
見学した日は5月中旬。朝から雨がふっており、湿気が高く、外の気温もそこそこあったのですが、貯蔵庫に入ると涼しくて気持ちよかった(笑)
日差しが強くなかったせいでしょうか。話を聞くと、夏になると秩父はかなり暑くなるそうで、その頃になれば涼しく感じることはないようです。

第1貯蔵庫には様々な種類の樽がありました。赤ワイン樽だと思って聞いてみた樽は「マデイラ樽」。他にはバーボン樽、シェリー樽など。
秩父で製造したウイスキーの他、閉鎖した羽生蒸溜所の熟成樽もありました。羽生の原酒に関しては情報が少ないため、樽の種類や熟成年数がわからないものもあるそうです。

ダンネージ式は伝統的な貯蔵方式。3段積みのメリット・デメリットはいろいろとありますが、デメリットの一つに「下段の樽がとりづらい」ことが挙げられます。
どのように樽を取るのか聞いてみたのですが、一番下の段からとるための「裏技」はありませんでした(笑)2段目・3段目の樽を全て降ろしてから取っているとのこと。
樽は一列で7~8樽ありますから、一番下から一つとるだけでもかなり多くの樽を、一度動かさないといけないのでかなりの重労働です。
次のページでは秩父第2蒸溜所について解説


コメント