こんばんは ユースケです。
自己紹介:BAR WHITE OAK 店主。ウイスキー文化研究所認定 ウイスキーエキスパート。JSA認定ソムリエ。2022年1月 東京・銀座にBAR WHITE OAK をオープン。YouTube、TikTokでカクテル動画を公開中!
冬の澄んだ空気が心地よい2月。瀬戸内海の穏やかな海風を感じる場所に、広島が世界に誇る「SAKURAO DISTILLERY(桜尾蒸溜所)」はあります。安芸宮島を望む絶好のロケーション。
桜尾蒸溜所の最大にして唯一無二の特徴は、「海」と「山」という全く異なる二つの環境でウイスキーを熟成させていること。潮風を浴びて力強く育つ原酒と、深い森のトンネルで静かに眠る原酒。同じ蒸留所で生まれたスピリッツが、熟成の地によってこれほどまでに表情を変えるのか――。
今回のレポートでは、2026年2月現在の最新の様子を徹底取材。蒸留所見学ツアーを通じて、世界的に評価の高い「サクラオジン」の秘密から、「2種類のシングルモルト」の深遠な世界、そして見学者だけが味わえる贅沢なテイスティング体験まで、その魅力を余すことなくお届けします!
100年の伝統と革新|桜尾蒸溜所(SAKURAO DISTILLERY)とは?

桜尾蒸溜所を運営する「株式会社サクラオブルワリーアンドディスティラリー」は、かつて「中国醸造」の名で親しまれてきた、広島を代表する総合酒類メーカーです。
大正7年(1918年)の創業以来、彼らが歩んできた道のりは、伝統を守りながらも常に新しい技術を取り入れる「挑戦の歴史」でした。
1.創業からウイスキー製造免許取得まで
もともとは清酒や焼酎の製造からスタートした同社ですが、驚くべきはウイスキーへの着手の早さです。創業からわずか2年後の1920年には、すでにウイスキーの製造免許を取得しています。
戦後の動乱期を経て、1980年代には自社蒸留のモルト原酒を使用した「戸河内」や「グローリーエキストラ」といった銘柄を世に送り出しました。しかし、国内のウイスキー需要の低迷により、1989年に一度その火を消すこととなります。
2.「中国醸造」から「サクラオB&D」へ

創業100周年という大きな節目を目前にした2017年、同社は大きな決断を下します。それが「桜尾蒸溜所(SAKURAO DISTILLERY)」の設立でした。
「100年培ってきた蒸留技術を、次の100年へ繋げる」
その決意を形にするため、2018年に蒸溜所をオープン。さらに、よりグローバルに「桜尾」ブランドを展開していくため、2021年には社名を「株式会社サクラオブルワリーアンドディスティラリー(サクラオB&D)」へと変更しました。
3.多彩な酒類を支える「蒸留」のプロフェッショナル
桜尾の個性を語る上で絶対に外せないのが、常識を覆すグレーンウイスキー造りです。
一般的にはトウモロコシや小麦が主原料となりますが、桜尾では国産の未発芽大麦(約9割)と大麦麦芽(約1割)を使用。大麦100%にこだわっています。
さらに特筆すべきは、その蒸留システム。頑丈なステンレス製スチルに、繊細な反応を生む銅製コラムを組み合わせた「独自のハイブリッド蒸留器」を駆使するところ。この特殊な設備と原料の組み合わせでグレーンを製造しているのは、世界を見渡してもここ桜尾蒸溜所だけ。
まさに、長年培ってきた「蒸留技術」の集大成ともいえる、唯一無二のグレーンウイスキー造りです。
4.「桜尾」と「戸河内」の熟成|二つの貯蔵庫が分かつ運命

桜尾蒸溜所では、シングルモルトのブランドを2種類に分けています。同一蒸留所でありながら、名称の異なるモルトウイスキーを造るのは異例のこと。そのようにした背景には、「桜尾」と「戸河内」の熟成環境の違いによるものです。
- 桜尾貯蔵庫(海): 瀬戸内の潮風を受ける環境。
※3年熟成の「桜尾 1st」は、アルコール度数が54%。 - 戸河内貯蔵庫(山): 旧国鉄の廃道トンネルを活用した、年間を通して冷涼で湿度の高い環境。
※3年熟成の「戸河内 1st」は、アルコール度数が52.5%。
桜尾貯蔵庫(海):瀬戸内の潮風が磨く「精緻な技」
蒸溜所内にある桜尾貯蔵庫は、穏やかな瀬戸内海の潮風をダイレクトに受ける環境です。熟成の特徴: 比較的温暖な気候により熟成がダイレクトに進みます。ここでは「シングルモルト 桜尾」として、ブレンディングの技術が遺憾なく発揮されます。
- 「桜尾」の味わい: 4種類の樽で熟成したキーモルト7種を緻密にヴァッティング。レーズン、オレンジ、桃といった華やかなフルーツ香に、バニラの甘み、そして微かにまとう「潮の気配」が特徴。
- ブレンディングの哲学: 広島大学との共同研究により、香味成分を定量的に分析。個人の感覚だけに頼らず、戦略的に「瀬戸内らしい風土」を構築した、まさに蒸溜所チームの叡智の結晶と言える味わいです。
戸河内貯蔵庫(山):深い森の涼気が育む「無垢な自然」
一方、中国山地の懐深く、安芸太田町にある「戸河内トンネル」は、全く異なる表情を見せます。かつての鉄道用トンネルを活用したこの場所は、年間を通して冷涼で、周囲の森の自然と一体化した高い湿度が保たれています。
- 「戸河内」の味わい: 驚くべきことに、グラスに注いで5分ほど置くと、「戸河内周辺の森の匂い」がそのまま立ち上がります。この自然がもたらす香りを活かすため、あえて1種類の原酒、1種類の樽(バーボン樽)のみを使用。人間の手を加えず、環境の力に全てを委ねたシングルモルトです。
- ミステリアスな現象: 非常に湿度が高いため、熟成中に「中身(量)が減らず、アルコール度数だけが下がる」という不思議な現象も時折発生します。涼やかな森の香りに、リンゴやメロンのような瑞々しい甘さ。自然への畏怖すら感じさせる、スムースで透明感のある仕上がりです。
「桜尾」と「戸河内」を比較

| 比較項目 | シングルモルト 桜尾 | シングルモルト 戸河内 |
| 貯蔵場所 | 廿日市市桜尾(海沿い) | 安芸太田町戸河内(山間部トンネル) |
| 環境の影響 | 瀬戸内の潮風、温暖な気候 | 森林の涼気、年間一定の低温多湿 |
| 造りの方針 | ブレンディングの妙(7種の原酒を構成) | 自然への委ね(1種類の原酒・樽に限定) |
| 主なフレーバー | 完熟フルーツ、バニラ、潮気、スモーク | 新緑の香り、リンゴ、メロン、瑞々しい甘み |
| 度数の変化 | 熟成で度数が維持・上昇傾向・エンジェルズシェアが多い | 熟成で水分を吸収し、度数が低下・エンジェルズシェアが少ない |
5.評価を決定づけた「サクラオジン」

桜尾蒸溜所の名を一躍世界に知らしめたのは、ウイスキーに先駆けてリリースされた「サクラオジン(SAKURAO GIN)」の成功でした。
単なる「ウイスキーの熟成を待つ間の商品」ではなく、広島のテロワールを表現するために開発されたこのジンは、世界的なスピリッツコンペティションで最高賞を受賞するなど、ジャパニーズ・クラフトジンの代表格として君臨しています。
広島の「海」と「山」を凝縮したボタニカル
桜尾ジンの最大の特徴は、広島県産のフレッシュなボタニカルを贅沢に使用している点です。広島を象徴する柑橘類、レモン、ネーブル、柚子、ダイダイなど、複数の柑橘を使用。さらに、広島産の檜(ひのき)や、特産品である牡蠣の殻、宮島に自生する赤松など、他では見られないユニークなボタニカルが、桜尾ならではのオリエンタルな香りを生み出します。
伝統と最新技術が生む「2つの抽出法」
桜尾ジンは、ドイツ・ホルスタイン社製のハイブリッド蒸留器を使い、2種類の抽出方法を同時に行うことで、奥行きのある複雑な香りを実現しています。
- スティーピング方式(浸漬法): ベーススピリッツにボタニカルを直接浸して蒸留。素材の持つ力強いコクを引き出します。
- ヴェイパーインフュージョン方式(蒸気通過法): 蒸留器の経路にあるバスケットにボタニカルを入れ、アルコールの蒸気を通過させる方法。熱に弱い繊細な香りを優しく抽出します。

桜尾蒸溜所までのアクセス【東京から】

桜尾蒸溜所は、広島県廿日市(はつかいち)市の瀬戸内海沿いに位置しています。広島市内からのアクセスはもちろん、世界遺産である宮島(厳島神社)にも近いため、蒸留所見学とあわせて広島観光を楽しみやすいのが嬉しいポイントです。
東京から広島を目指す方のために、新幹線と飛行機のそれぞれのアクセスパターンをまとめました。どちらのルートを選んでも、最終的には広島駅からJR山陽本線を利用して、最寄りのJR廿日市(はつかいち)駅を目指すことになります。
1. 新幹線で行くパターン(おすすめの王道ルート)

品川や東京駅から「のぞみ」一本でアクセスできる、最も分かりやすく本数も多いルートです。
- 東京・品川駅 ──(JR山陽新幹線「のぞみ」/約4時間)── 広島駅
- 広島駅 ──(JR山陽本線 岩国方面行/約20分)── 廿日市駅
- 廿日市駅 ──(徒歩/約15分)── 桜尾蒸溜所
所要時間: 合計で約4時間45分〜5時間
乗り換えが少なく、移動中に駅弁を楽しみながらゆったりと過ごせます。運行本数が多いため、スケジュール調整が非常に容易です。
2. 飛行機で行くパターン(最短&空の旅)

羽田から広島空港へ飛び、そこからリムジンバスと電車を乗り継ぐルートです。
- 羽田空港 ──(航空便/約1時間30分)── 広島空港
- 広島空港 ──(リムジンバス/約45分)── 広島駅
- 広島駅 ──(JR山陽本線 岩国方面行/約20分)── 廿日市駅
- 廿日市駅 ──(徒歩/約15分)── 桜尾蒸溜所
所要時間: 合計で約3時間15分〜3時間45分(※空港までの移動・待ち時間を除く)
実質の乗車・搭乗時間は新幹線より短く、スピーディーに移動できます。また、早割などの運賃設定やマイルの活用で、新幹線より安く済む場合があります。
ただし、広島駅と広島空港までが少し遠い(バスで45分〜1時間)ため、実際にかかる時間は新幹線で行く場合と変わりません。
今回のルート

私は滋賀県の長濱蒸溜所を見学した後、その日のうちに新幹線で広島へ。翌日の午前中に控えた蒸溜所見学に備えるためです。
その夜は宮島内のホテルに宿泊。翌朝は、まだ人の少ない早朝から世界遺産の宮島・厳島神社を観光。神聖な空気に触れて心を整えたあと、いよいよ午前10時30分からの桜尾蒸溜所見学ツアーへと参加。
スケジュールパンパンで忙しかった(笑)
広島駅から、JR山陽本線(岩国方面行)に乗り、約20分。廿日市(はつかいち)駅を目指します。
もう一つのルートとしては、路面電車に乗り、広電廿日市駅(広電2系統宮島線 広島駅方面)で降りるパターンもありますが、一時間くらいかかります。路面電車にどうしても乗りたい方にしかおすすめできません(笑)

廿日市駅の南口から、徒歩10分くらいで桜尾蒸溜所です。
蒸溜所が見えた!
建屋の見える道まできたら、左方向へ。ビジターセンターの入り口があります。

駅から徒歩で行ける距離感がいいですね!
蒸留所のビジターセンターは、直営店ならではのウイスキーやその他のお酒、限定ボトル、グッズなどが揃っています。蒸留所見学の受付もあります。

【2026年2月】桜尾蒸溜所見学レポート|SAKURAO DISTILLERYのジンとウイスキー造りを解説

桜尾蒸溜所のビジターセンター。
受付で参加費2,000円(税込)を払います。見学開始時間は日本語ツアーの場合、「10:30」か「15:00」。英語ツアーは「14:00」から。
詳しくは公式HPをチェック↓


見学開始まで時間が少しあったので、蒸留所限定グッズやボトルをチェック。定番品も含めて、数多くのウイスキーやジンが売っていました。

最近人気のある、桜尾のジントニック缶。この裏側には、ノンアルコールのジントニック缶もありました。



桜尾蒸留所製のジャパニーズブレンデッドウイスキー「ソガイニ」も売ってました。


いよいよ見学がスタート。
まずはざっくり「株式会社サクラオブルワリーアンドディスティラリー」について。
社名が長すぎるので、領収書は「サクラオ」でいいらしい。って話はしてません(笑)

社名は2021年に現在の「株式会社サクラオブルワリーアンドディスティラリー」へと変更されました。同社は広島県内でも屈指の総合酒類メーカーとして知られています。
清酒では「一代(いちだい)」が有名。また、地元広島で長く愛され続けている「ダルマ焼酎」は、居酒屋の定番として深く根付いています。その他にも、瀬戸内産のレモンを贅沢に使った「レモンチカ」などの果実酒も展開。ウイスキーやジンを含め、実に多種多様なラインナップを誇ります。
驚くべきは、ビールを除くほぼ全てのアルコール飲料を製造しているという点。そして、それらはすべて、この廿日市の本社工場「桜尾蒸溜所」で生産されています。
同社の歩みを振り返ると、常に時代の最先端を走るパイオニア精神に圧倒されます。
日本酒造りを開始したのは1963年ですが、そのわずか4年後には世界初の紙パック入り日本酒「はこさけ一代」を発売。今でこそ当たり前の紙パックですが、当時は瓶が当たり前の時代。当時のヨーロッパで普及し始めた紙パック技術をいち早く清酒に取り入れたこの発明は、まさに歴史を動かす出来事でした。
さらに、缶チューハイの製造においても日本で2番目に発売(宝酒造に次ぐ)という古い歴史を持っています。常に新しい技術を取り入れ、変化を恐れない。そんな精神が、今の蒸溜所の礎となっているのです。

いよいよ第一蒸留所へと向かいます。その道中で、かつて1980年代まで実際に使われていた古いポットスチルに出会いました。
実は、サクラオB&D(旧 中国醸造)がウイスキーの蒸留免許を取得したのは1920年のこと。サントリーの山崎蒸溜所が免許を取得した1923年よりも前だというから驚きです。国内での量産化こそ山崎蒸溜所が先んじましたが、同社がいかに早くからウイスキー造りを志していたかが分かります。
当時の詳細な記録は残念ながら残っていないようですが、生産設備が整った1950年代頃からは、本格的にウイスキー造りが行われていました。しかし、その後の不況によるウイスキー冬の時代の到来とともに、製造休止を余儀なくされます。
それから長い時を経て、創業100年という節目に再始動が決定しました。「自分たちのアイデンティティを世界に届けたい」という熱い想いを胸に、経営陣と製造責任者の3人が本場スコットランドへ。数多くの蒸留所を自らの足で巡り、製造から経営に至るまで徹底的に学んできたそうです。
こうして2017年にウイスキー造りが再開され、翌2018年の創立100周年には桜尾ジンが誕生。かつての古いポットスチルから受け継がれた情熱が、最新の設備に宿り、今こうして世界を驚かせています。

熟成樽の補修をしている現場に遭遇。桜尾蒸溜所にはクーパレッジ(製樽工場)はありませんが、自社で樽の補修は行うとのこと。

第一蒸留所につきました。
ここではモルトウイスキーとジンを造っています。

桜尾ジンのボタニカルがずらり!
ジンのボタニカルって、普段は見ることがないので、興奮します(笑)
入口正面にはスチルハウスおよび、仕込み関連設備をガラス越しに見ることができます。
1. 粉砕(ミリング)

原料となるモルト(大麦麦芽)の粉砕には、スイス製の4本ローラーミルを1基使用しています。また、それとは別にグレーンウイスキー製造用のハンマーミルも1基備えられています。
仕込み量は1回あたり1トン。海外産のモルトを使用しており、ノンピートモルトがメインですが、50ppmのヘビリーピーテッドモルトの仕込みも行われています。
ここで注目すべきは、桜尾蒸溜所独自の粉砕比率。
一般的には、殻(ハスク)2:粗挽き(グリッツ)7:粉(フラワー)1の割合が理想とされていますが、桜尾ではあえてフラワーの割合を多くした「2:6:2」の比率を採用しています。
2. 糖化(マッシング)

写真は、「ハスク・グリッツ・フラワー」と「麦汁」
粉砕されたモルトは、温水と混ぜ合わされ「マッシュタン(糖化槽)」へと運ばれます。ここで麦芽に含まれる酵素が働き、でんぷんが糖へと分解されて甘い麦汁(ウォート)が造られます。
糖化槽には、ハンガリー製のステンレス製セミロイタータンを1基使用。展示されている「ハスク・グリッツ・フラワー」のサンプルや、黄金色に輝く「麦汁」を実際に目にすると、ウイスキー造りが実感できますね。
3. 発酵(ファーメンテーション)

ここには容量約5,700リットルのステンレス製発酵槽が6基並んでいます。
発酵にかけられる時間は3日間(約64時間)。ディスティラリー酵母の働きによって、最終的なもろみのアルコール度数は8〜9%まで高められます。
また、ここ第一蒸留所とは別の場所(第二蒸留所:撮影不可)には、グレーンウイスキー専用の発酵槽が12基も備えられています。グレーンは約96時間と、さらに長い時間をかけてじっくりと発酵を進めるそうです。
4. ウイスキーの蒸留(ディスティレイション)

続いて、ウイスキー造りの心臓部である蒸留の工程。
写真左側に見えるのが、一回目の蒸留を行う「初留器」。ドイツ・ホルスタイン社製のランタン型で、容量は5,500リットル。
そして右側にあるのが、二回目の蒸留を行う「再留器」。同じくホルスタイン社製のランタン型ですが、こちらは容量1,500リットルと、少し小ぶり。
この再留器には大きな特徴があり、ジンと兼用になっています。ポットの上に連続式蒸留機の仕組みである「カラム」を組み込んだ「ハイブリッドスチル」と呼ばれるタイプで、モルトウイスキーの製造に使われるのは珍しく、本来はジンの製造に適した蒸留器です。
創業当初は、この再留器の1基のみで蒸留を行っていたそうですが、現在は新設された初留器と合わせた2基体制となり、より本格的なモルトウイスキー造りが行われています。
5. ジンの蒸留(ディスティレイション)

ジンの蒸留に使用するのは再留器のみです。ウイスキー(再留)とジンは時期を分けて製造されており、仕込みを切り替える際には徹底した洗浄が行われます。
桜尾ジンの最大の特徴は、「スティーピング方式」と「ヴェイパーインフュージョン方式」の2種類を組み合わせた「ハイブリッド方式」にあります。
スティーピング方式(浸漬法)
スティーピング方式は、ベーススピリッツの中にボタニカルを直接投入し、そのままお酒と一緒に加熱して蒸留する方法。この方式は、主に単式蒸留器(ポットスチル)で行われます。
ポットスチルの内部でボタニカルを浸しながら、香りを一緒に気化させていくため、イメージとしてはお鍋で素材をコトコト煮出すような感覚⁉
素材からエキスをしっかりと煮出すことで、力強くパンチのあるアロマがジンに宿ります。素材が持つ個性の芯の部分を引き出すのが非常に得意な手法です。
ヴェイパーインフュージョン方式(蒸気通過法)
ヴェイパーインフュージョン方式は、ボタニカルをお酒に浸しません。蒸留器の経路に、ボタニカルを敷き詰めたバスケットを設置し、そこを熱い蒸気が通り抜ける時に香りだけを連れていく製法です。
直接煮込まないため素材に余計な熱がかからず、繊細でフレッシュな香りをそのまま閉じ込めることができます。お花やフルーツの華やかで上品な部分を引き出すのが得意な手法。
桜尾蒸溜所では、ボタニカルの性質によってこれら2つの方式を使い分けています。どの素材をどちらの方式で抽出しているかは、もちろん企業秘密。
一般的に、多くのジンはスティーピング方式かヴェイパーインフュージョン方式のどちらか一方のみを採用しています。桜尾蒸溜所のように両方を組み合わせるハイブリッド方式は、手間はかかりますが、まさにクラフトジンならではの贅沢な造りといえます。

桜尾ジンの定番ラインアップは以下の通り
- サクラオジン オリジナル SAKURAO GIN ORIGINAL
- サクラオジン リミテッド SAKURAO GIN LIMITED
- サクラオジン ハマゴウ SAKURAO GIN HAMAGOU
- サクラオジン ホワイトハーブス SAKURAO GIN WHITE HERBS
クラフトジンの面白さは、やはりその土地の味がダイレクトに楽しめるところにあります。桜尾ジンも、広島の素材に対するこだわりが徹底しています。
まず、スタンダードな「オリジナル」。こちらは基本となるジュニパーベリーなどのほかに、レモンや柚子といった広島産の柑橘をたっぷり9種類も使用しています。クラシックなロンドンドライジンの味わいを再現するために、開発には2年もの歳月を費やしたそうです。
そして「リミテッド」は、まさにオール広島。驚くべきことに、ジュニパーベリーを含めたすべてのボタニカルが広島県産です。桜の花やクロモジ、ワサビといった日本らしい素材が使われています。なかでも紫蘇は、ふりかけの「ゆかり」で有名な三島食品から仕入れているとのこと。桜尾ジンと「ゆかり」の意外すぎる接点には驚かされます。

そして、ジュニパーベリーへの情熱も並大抵ではありません。ご存じの通り、ジンの核となるジュニパーベリーは基本的に海外産が主流です。しかし「リミテッド」では、地元・広島産ならではのフレッシュな状態のものを使用しています。葉や茎まで活用できるため、輸入物とはまた異なる深い奥行きが生まれます。
当然ながら生産量は限られており、栽培も非常に困難です。実が熟すのが遅いうえに、収穫は一粒ずつ手で摘み取るか、木を揺らして落とすかという、気が遠くなるような作業の連続。広島産のジュニパーベリーは、まさに執念のボタニカル。
つぶしながら香りをかぐと、「ジン!」って感じ(笑)
語彙力がなくて申し訳ないのですが、ジュニパーベリーがいかに「ジンらしさ」を形作る重要な要素であるかを、肌で感じることができました。

その他、白いボトルが目を引く「ホワイトハーブス」は、もともと限定品としてリリースされたものですが、あまりの好評により定番ラインアップに加わりました。このジンは、あえてジュニパーベリーの使用量を抑えることで、甘くフローラルな個性を引き出しています。
夏限定のリミテッドリリースである「ハマゴウ」も見逃せません。宮島の浜辺に自生する、鮮やかな紫色の花「ハマゴウ」を使用しています。真夏の浜辺を想起させるような、非常に爽やかな香りが特徴です。
ちなみに、桜尾のジンはすべての素材を一度に仕込む「バッチ式」という手法で造られています。蒸留した後に、原酒を混ぜて調整する「ブレンド」は一切行わず、一発勝負で広島の味を表現している点に、桜尾蒸溜所の揺るぎない技術の高さが表れています。
6. グレーンウイスキーの製造

桜尾蒸溜所では2019年からグレーンウイスキーも造っています。残念ながら、製造設備のある第二蒸留所は撮影不可。
以下、グレーンウイスキーの設備についてまとめます。
- 原料:輸入の大麦麦芽(モルト)と国産大麦(バーレイ)。1:10の割合。
- モルトミル:グレーンウイスキー製造用ハンマーミル(国産)×1基
- 糖化槽:グレーンウイスキー用クッカー×1基
- 発酵槽:グレーンウイスキー用×12基。発酵時間は約96時間。
- 初留器:グレーンウイスキー用ステンレス蒸留器(国産、減圧可)×1基。減圧して40度くらいで蒸留。
- 再留器:グレーンウイスキー用ステンレス焼酎蒸留器に、銅製コラム塔(サクラオ自社製6棚段)を取り付けた、ハイブリッド蒸留器×1セット

グレーンウイスキーの製造工程には、焼酎造りで培った技術と、ウイスキーへの飽くなきこだわりが同居しています。
原料へのこだわり
主原料には国産の大麦と輸入の大麦麦芽を「10:1」の割合で使用しています。一般的なグレーンウイスキーの原料はトウモロコシや小麦ですが、桜尾ではすべて大麦にこだわっています。コストはかさみますが、これが桜尾らしい味わいの根幹となります。
「全麹仕込み」のような発酵
通常、ウイスキー造りでは麦汁を濾過して発酵させますが、桜尾では濾過を行わず、ドロドロの「おかゆ状態」のまま発酵槽へ送り込みます。約3日間かけてじっくり発酵させることで、原料の旨味を余すことなく引き出していくのです。
焦げ付きを防ぐ「減圧蒸留」
このドロドロの「もろみ」を蒸留する際、通常の加熱では焦げ付いてしまいます。そこで採用されたのが、ウイスキー造りとしては極めて珍しい「減圧蒸留」。
蒸留器内を真空に近い状態にすることで、わずか40度という低温でアルコールを抽出。これにより、焦げ付きを抑えながらクリーンな原酒を取り出すことができます。
ステンレスと銅のハイブリッド
蒸留器が銅ではなく「ステンレス」製なのも、減圧蒸留ならではの理由があります。真空状態の強い圧力に耐えるには、柔らかい銅ではへこんでしまうため、頑丈なステンレスが必要なのです。
しかし、ウイスキーに不可欠な「銅との接触」も忘れてはいません。気化した蒸気が最後に、自社で独自に取り付けた「銅製コラム塔」を通るよう設計されています。ボディはステンレスでも、最終的に銅に触れさせることで、硫黄などの不快な香りを取り除き、洗練された原酒へと磨き上げているのです。
7. 熟成(桜尾貯蔵庫)

第二蒸留所のすぐ隣には、原酒たちが眠る貯蔵庫が佇んでいます。
桜尾蒸溜所の最大の特徴は、環境の全く異なる二つの貯蔵拠点を使い分けることで、原酒に驚くほどのバリエーションを持たせている点にあります。
ここ廿日市の本社貯蔵庫では、
- モルトウイスキーを伝統的なダンネージ式(地べたに積み上げる方式)
- グレーンウイスキーをパラタイズ式(パレットに載せて縦に積む方式)
で熟成させています。
見学ツアーでは、プロジェクションマッピングで桜尾と戸河内、熟成環境の違いを、桜尾蒸溜所のマスコットキャラクター「宮ノ鹿」が解説してくれます。
ウイスキーが熟成中に揮発する分は、一般的に「エンジェルズ・シェア(天使の分け前)」と呼ばれますが、ここ桜尾では少し勝手が違います。ウイスキーを飲むのは天使ではなく、この「宮ノ鹿」なのです。
あまりに桜尾のウイスキーが良い香りをさせるものだから、宮島の鹿たちがすっかりその魅力に取り憑かれ、なんと彼らには空を飛ぶための「羽」が授けられました。そして羽を得た鹿たちは、夜な夜な海を越えて蒸溜所の貯蔵庫へと舞い降り、天使のふりをしてウイスキーをこっそり頂いている……。
そんな設定です(笑)
幻想的な映像とストーリーに引き込まれていると、どこからか「宮ノ鹿」の鳴き声が聞こえてきそうな気がして、なんともロマンチックな気分に浸ってしまいました。
1. 桜尾貯蔵庫(本社工場敷地内・海に近い)

蒸溜所の敷地内に位置する「桜尾貯蔵庫」は、瀬戸内海の穏やかな潮風と、山側から吹き下ろす冷たい風がダイレクトにぶつかり合う、非常にエネルギッシュな環境にあります。
ここで特筆すべきは、年間6〜8%という非常に高い「エンジェルズ・シェア(蒸発量)」です。3年で約20%も減ってしまうというから驚きですが、注目すべきはその中身。乾燥した環境ゆえに「水分」が優先的に揮発するため、熟成が進むにつれてアルコール度数が逆に上がってしまうことがあるそうです。
これは、湿度の高い本場スコットランドや一般的なジャパニーズウイスキーの熟成ではまず見られない現象。どちらかといえば、アメリカ・ケンタッキー州のバーボン熟成に近い挙動であり、日本国内でもこの桜尾貯蔵庫がいかに特殊な環境であるかを物語っています。
- 温度環境: 夏は35℃を超え、冬は雪が舞う激しい寒暖差。
- 熟成の進み: 樽と原酒の「対話」が活発で、熟成スピードが非常に早い。
- 味わいの特徴: バーボン、シェリー、ミズナラなど多彩な樽を駆使。潮気を含んだ力強い輪郭と、複雑でふくよかなボディが育まれます。
特にシェリーカスク(シェリー樽)の原酒は秀逸。もともと熟成におだやかな時間を要するシェリー樽にとって、変化の激しいこの場所は、そのポテンシャルを早期に引き出すのに最適な場所なのかもしれません。
2. 戸河内貯蔵庫(安芸太田町・山)

今回の見学では直接見ることはできませんでしたが、桜尾蒸溜所から北へ約25km、中国山地の懐に抱かれた安芸太田町に「戸河内(とごうち)貯蔵庫」があります。ここは、かつて国鉄時代に使われていた廃線トンネルをそのまま活用した、神秘的なエージングセラーです。
トンネル内は年間を通して気温がほぼ一定で、夏は涼しく冬は温かいという、ウイスキーにとっては非常に穏やかな環境。また、非常に湿度が高くしっとりとした空気が漂っており、教科書的なモルトウイスキーの熟成環境としては、こちらの方が理想に近いと言えるかもしれません。
特に興味深いのがその熟成のプロセスです。海側の桜尾貯蔵庫とは対照的に、ここではアルコール分だけが少しずつ揮発し、液体の量(水分)がほとんど減らないという特異な変化を遂げます。まさに、長い年月をかけてじっくりと原酒を育てる長期熟成にうってつけの場所。
ここで育まれた原酒は、主に「シングルモルト戸河内」に使用されます。冷涼な気候を活かし、バーボン樽のファーストフィル(新樽に一度だけバーボンを詰めた後の樽)のみを使用して、綺麗に、そして素直に熟成を進めます。森の瑞々しさをそのままボトルに閉じ込めたような、透明感あふれる味わいが最大の魅力です。

なぜシングルモルトのブランドが「桜尾」と「戸河内」の二つに分かれているのか。今回の蒸留所見学を通して、その理由がすとんと腑に落ちました。
瀬戸内のエネルギーを吸収する「桜尾貯蔵庫」と、山あいの静寂の中で時を刻む「戸河内貯蔵庫」。これほどまでに対照的で恵まれた熟成環境を一つの蒸留所が使い分けているというのは、他に類を見ない大きな強み。
二箇所の貯蔵庫はそれぞれに独自の魅力があり、この対照的な環境を使い分けることで、一つの蒸留所でありながら「二つの異なる顔」を持つ原酒を生み出しています。
「宮ノ鹿」の解説、わかりやすい(笑)

以上で見学は終了。
ビジターセンターに戻って、いよいよテイスティングです!
7. テイスティング

見学ツアーの締めくくり、テイスティングで用意されていたのは以下の5種類。
- 桜尾ジン リミテッド
- 桜尾ジン ホワイトハーブス
- 桜尾ソーテルヌカスクフィニッシュ
- 宮ノ鹿
- 桜尾ニューポット
この充実したラインナップの中から、自分の好みに合わせて3種類を選んで試飲します。もし「もっといろいろ試してみたい!」という場合でも、有料メニューで追加オーダー可能。5種類全て飲むこともできます。

試飲で使用したテイスティンググラスはそのまま持ち帰ることができます。イベント用に特別に製作されたもののようで、首から下げられる便利なストラップ付き。見学の素敵な記念品になりますね。
ラインナップが魅力的で悩みましたが、私は今回、ウイスキーの個性をじっくり堪能するために「ウイスキー3種」を絞り込んで飲み比べることにしました。

まずは、蒸留所限定販売の「桜尾ソーテルヌカスクフィニッシュ」から。
当初はまずニューポットから頂こうと考えていたのですが、ここでスタッフの方からのアドバイス。ニューポットはアルコール度数が高く刺激も強いため、先に飲むと舌が麻痺してその後の繊細な味が分かりにくくなってしまうとのこと。「むしろ最後の一杯にするのがおすすめ」という言葉に従い、ウイスキーからテイスティングしました。
このソーテルヌカスクはアルコール度数50%ですが、それを感じさせないほど角が取れていて、驚くほどスムース。フレッシュな柑橘やハーブのニュアンスに、程よい樽の香りが重なります。
全体的にはまだ若々しさを残した印象ですが、すっきりと綺麗にまとまった飲み心地は、まさにシングルモルト桜尾らしい仕上がりでした。

続いては、こちらも蒸留所限定ボトルの「宮ノ鹿(MIYANOSHIKA)」。名前からは想像しにくいかもしれませんが、実はこれも桜尾のシングルモルトウイスキー。貯蔵庫に忍び込んでウイスキーを育ててくれるという、あの「羽の生えた鹿」をモチーフにした特別な一本です。
この「宮ノ鹿」がユニークなのは、桜尾と戸河内、という2か所の貯蔵庫の原酒をヴァッティング(混合)して造られている点。
定番のシングルモルト「桜尾」や「戸河内」は、それぞれの貯蔵庫の原酒のみで構成されていますが、両方の個性を掛け合わせたシングルモルトは、現在のところこの「宮ノ鹿」だけ。まさにビジターセンターを訪れた人だけが手にできる、特別な構成になっています。
味わいは、こちらもスムースでスッキリとしたドライな印象。先ほどのソーテルヌカスクに比べるとよりフレッシュさが際立ち、柑橘の奥にキャラメルやバニラ、そして微かにソルティーな風味も感じられます。これは戸河内の原酒、あるいは桜尾の潮風の影響でしょうか。
少しピーティーなニュアンスもあり、どことなく「ノンエイジのスペイサイドモルト」を思わせるような、洗練された仕上がりでした。

そして最後は、いよいよ「ニューポット」。こちらは製品として販売されていないため、ビジターセンターを訪れた人だけが口にできます。
これまで他の蒸留所でニューポットを試飲した際は、特有の刺激の強さや、尖った穀物臭(独特な生臭さ)を感じることが多かったのですが、桜尾のそれは一口飲んで驚きました。とにかくクセが少なく、甘い。このままでも十分に楽しめるほどのクオリティ。
香りはフレッシュでフルーティー。その奥にナッツのような香ばしさや、オイリーな厚みもしっかりと存在しています。
もちろん、熟成前の原酒ですから、口の中の水分を奪われるような焼ける刺激はあります。しかし、最後は不思議とまろやかに落ち着いていく。このクセのなさと純粋な甘みこそが、熟成を経たあとの桜尾が持つ「スムースで透明感のある個性」の正体なのだと、改めて納得させられる味わいでした。
有料テイスティング

見学ツアーのプログラムはこれにて終了。ここからは、さらに深く桜尾の世界を堪能すべく、追加の有料テイスティングを楽しむことにしました。
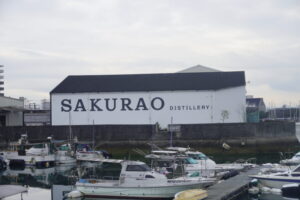
カウンターに並ぶ魅力的なボトルを前に悩んだ末、今回は蒸留所限定のシングルカスクを2種類チョイス。価格は10mlで各1000円(税込)でした。
一樽からしか取れない希少な原酒を、その場で、しかも造り手の息遣いを感じる場所で味わえるのは、まさに蒸留所見学者だけの至福のひととき。

桜尾シングルカスク#5694
一つ目は、4年半のバーボン樽熟成を経たシングルカスク。
まず驚かされたのはその色調です。4年半という熟成期間からは想像できないほど濃い赤褐色で、まるでバーボンウイスキーそのもののような力強いルックス。
香りと味わいも非常にリッチで、ウッディなニュアンスとともに、バニラ、キャラメル、メープルシロップ、さらには洋ナシやバナナチップのような濃密なボリューム感が押し寄せます。度数なりの刺激はあるものの、不思議と全体が美しく調和しており、先にいただいた「ソーテルヌカスクフィニッシュ」よりもむしろ飲みやすく感じたほど。
この圧倒的な熟成スピードは、まるで台湾の「カバラン」を彷彿とさせます。もちろんカバランほど煮詰まったような重厚さではありませんが、ジャパニーズウイスキーの4年熟成で、これほどまでの熟成感と個性を引き出せるのは、まさに桜尾貯蔵庫という環境の特異性を象徴しているように思います。

戸河内シングルカスク#5712
二つ目は、戸河内貯蔵庫で4年半眠っていたバーボン樽熟成のシングルカスク。先ほどの桜尾と同じ熟成期間、同じバーボン樽でありながら、その表情の差に言葉を失います。
全然違う!
まず見た目からして、桜尾ほど濃密な赤褐色ではなく、透明感のある程よいアンバーカラー。モルトウイスキーの4年熟成としては、むしろこちらのほうが一般的な色合いと言えるかもしれません。
香りは青りんごやイチジク、そして蜂蜜。清涼感に加えて、どこか上品な和菓子を思わせる繊細でスイートなアロマが漂います。口に含んでも、桜尾のようなパワフルな刺激はなく、非常にモルティーかつエステリー。
桜尾が「環境の力を借りて独自の進化を遂げた、唯一無二のジャパニーズシングルモルト」だとすれば、戸河内は「本場スコッチの伝統を忠実に、かつ美しく表現したシングルモルト」という印象。
今回はノンピート仕込みということもあり、ローランドモルトのようなクセの少なさと、ハイランドモルトにも通じるフルーティーでモルティーな個性が同居していました。
どちらも同じ桜尾蒸溜所で造られたシングルモルトとは思えないほど、驚くほどタイプが異なります。今回の体験を通して、熟成環境がウイスキーのキャラクターにどれほど決定的な影響を与えるのか、その身をもって深く理解することができました。
サクラオブルワリーアンドディスティラリーさんが、あえて二つの貯蔵庫を使い分けている理由。それは、海と山という対照的な環境を味方にすることで、一つの蒸溜所から無限の多様性を生み出すためだったのですね。
同じ広島県内でありながら、ここまで鮮明な個性の差が生まれることには本当に驚かされました。力強くエネルギッシュな「桜尾」と、清廉で端正な「戸河内」。どちらが良いというわけではなく、それぞれが唯一無二の魅力に溢れています。
熟成がさらに進めば、また新たな特性や驚きが生まれてくるはず。これからの進化がますます楽しみになる、素晴らしい蒸溜所見学でした!
桜尾蒸溜所見学レポート|限定ボトル・ショップについて

桜尾蒸溜所のビジターセンターには、魅力的なショップとテイスティングバーが併設されています。蒸溜所見学ツアーは事前の予約が必要ですが、こちらのセンター自体は予約なしで利用可能です。
ショップには、一般的な酒販店ではまずお目にかかれない「ここでしか手に入らない限定ボトル」があります。ウイスキー愛好家はもちろん、広島のお土産を探している方にとっても、訪れた際は必ずチェックしておきたいスポットです。
限定ウイスキー

2026年2月に訪れた際は、以下のウイスキーが蒸留所限定で販売されていました。
- シングルモルトジャパニーズウイスキー桜尾シェリーカスクHIROSHIGE COLLECTION(蒸留所と免税店限定)
- 桜尾ソーテルヌカスクフィニッシュ(蒸留所限定)
- 「宮ノ鹿 MIYANOSHIKA」(蒸留所限定)
以上のボトルはオンラインショップでも取り扱いのない、ビジターセンター限定品。
「桜尾シェリーカスクHIROSHIGE COLLECTION」と「宮ノ鹿」は、BARWHITEOAKで提供しています♪
限定グッズ

サクラオブルワリーアンドディスティラリーが造るお酒以外にも、オリジナルグッツや、広島のお土産なんかもチラホラ。

ウイスキーを使用したチョコレートやコーヒーなどもありました。こちらも蒸留所限定。
次のページでは、桜尾蒸溜所の定番ラインアップと宮島観光についてご紹介♪

コメント